کدام بلبرینگ های غلتکی نیاز به تنظیم فاصله محوری دارند. جهت یاتاقان رانش
ویژگی های نصب بلبرینگ های غلتکی
1. یاطاقان غلتکی شعاعی با یک حلقه قابل جابجایی بدون فلنج به طور جداگانه نصب می شوند - یک حلقه قابل جابجایی و یک حلقه کامل با غلتک. اگر یاتاقان هایی از این نوع بر روی شفت در هر دو یاتاقان وجود داشته باشد، برای تثبیت شفت در جهت محوری به یک تکیه گاه اضافی (تست بلبرینگ) نیاز است. اگر روی حلقه قابل جابجایی یک یقه وجود داشته باشد، برای ثابت کردن شفت در هر دو جهت، بلبرینگ های غلتکی در مقابل یکدیگر قرار می گیرند، یعنی. با مهره ها در جهات مختلف
2. یک یاتاقان سوزنی بدون حلقه (یعنی مجموعه ای از سوزن ها) روی گردن شفت نصب می شود که ابتدا با گریس پوشانده شده است و سپس محفظه روی آن قرار می گیرد. هنگام نصب یک بلبرینگ سوزنی بدون حلقه داخلی، ابتدا گریس در حلقه بیرونی پر می شود، سوزن هایی در آن نصب می شود، یک آستین نصب با قطر 0.1-0.2 میلی متر کمتر از قطر شفت، سپس به این شکل وارد می شود. آن را به انتهای شفت آورده و با بوش هایی روی شفت فشار می دهند.
3. یاتاقان های نصب شده بر روی یک شفت روی یک آستین آداپتور تقسیم شده با سفت کردن مهره ثابت می شوند. درجه سفت شدن به منظور جلوگیری از گیرکردن عناصر نورد به دلیل تغییر شکل حلقه داخلی با چرخش آزاد حلقه بیرونی با دست بررسی می شود.
4. یاتاقان های تک رانش به شرح زیر نصب می شوند: یک حلقه با قطر داخلی کوچکتر روی شفت و با یک بزرگتر - در محفظه نصب شده است. برای یک یاتاقان رانش دوبل، حلقه میانی با قطر داخلی کمتر روی شفت و حلقههای جانبی با قطر داخلی بزرگتر در محفظه نصب میشوند. هنگام نصب یاتاقان های رانشفاصله بین قطر خارجی حلقه ها و محفظه به منظور اطمینان از خود تراز بودن یاتاقان باید از 0.5 تا 1 میلی متر باشد.
5. بلبرینگ های تماس زاویه ای با یک حلقه بیرونی قابل جابجایی به طور جداگانه نصب می شوند: در محفظه - حلقه بیرونی، روی شفت - حلقه داخلی با عناصر نورد و جداکننده.
6. یاتاقان های تماس زاویه ای به منظور درک بار محوری در هر دو جهت به صورت جفت به سمت یکدیگر قرار می گیرند.
فاصله های محوری در یاتاقان های رانش:
|
سری بلبرینگ |
حدود فاصله مجاز (μm) با قطر شفت (mm) |
|||
|
تا 30 مورد |
30 تا 50 |
از 50 تا 80 |
از 80 تا 120 |
|
|
سبک |
30-80 |
40-100 |
50-120 |
60-150 |
|
متوسط و سنگین |
50-110 |
60-120 |
70-140 |
100-180 |
پیش بار در یاتاقان ها به منظور از بین بردن خروجی شعاعی و محوری مجموعه (به عنوان مثال، دوک نخ ریسی) برای بهبود دقت و مقاومت در برابر لرزش به روش های زیر ایجاد می شود:
1. نصب یک فاصله با ضخامت مورد نیاز بین حلقه های داخلی (یا خارجی) دو بلبرینگ تماس زاویه ای، و به دنبال آن حلقه های بیرونی (یا داخلی) را سفت کنید تا شکاف بین آنها ناپدید شود.
2. استفاده از بلبرینگ تماس زاویه ای دوتایی که در آن یک جفت حلقه در تماس است و بین جفت حلقه دیگر فاصله وجود دارد، با سفت کردن این حلقه ها تا زمانی که شکاف ناپدید شود.
3. نصب بین حلقه های بیرونی و داخلی یک جفت بلبرینگ دو بوشینگ یا واشر با ارتفاع های مختلف و سپس سفت کردن حلقه ها تا نمونه برداری از شکاف.
4. با فشار دادن بر روی حلقه بیرونی بلبرینگ در حالی که حلقه داخلی ثابت است با کمک فنرهای سیم پیچ یا Belleville.
مقدار پیش بار در یاتاقان ها با لحظه مقاومت در برابر چرخش شفت کنترل می شود. ممان را میتوان بهعنوان حاصل ضرب نیروی وارد شده به دینامومتر، ثابت شده در انتهای طناب در اطراف شفت، به اندازه نصف قطر شفت، یافت.
تنظیم فاصله محوری ("بازی" محوری) بلبرینگ تماس زاویه ایبرای آنها مورد نیاز است عملکرد صحیحبه روش های زیر انجام می شود:
1. با تغییر ضخامت واشر یا مجموعه واشر بین پوشش فشار دادن حلقه بیرونی بلبرینگ و محفظه. ضخامت واشر با سفت کردن پیچ های پوشش بدون واشر مشخص می شود تا زمانی که "بازی" لازم در تکیه گاه ها به دست آید که توسط یک نشانگر متصل به انتهای شفت یا قسمتی که روی آن کاشته شده است اندازه گیری می شود. با استفاده از سنج حسگر یا سیم سربی، فاصله بین روکش و بدنه را اندازه گیری کنید که بر اساس آن یک واشر یا مجموعه ای از واشرها با ضخامت مورد نیاز انتخاب می شود. پیچ های پوششی را می توان تا انتخاب کامل فاصله های بلبرینگ سفت کرد و سپس ضخامت واشر مورد نظر برابر با مجموع فاصله بین پوشش و محفظه و فاصله مورد نیاز در یاتاقان خواهد بود. شیم همچنین می تواند بین پوشش و حلقه بیرونی بلبرینگ قرار گیرد.
2. با حرکت دادن سطح بیرونی یاتاقان با یک پیچ تنظیمی که از طریق واشر میانی به روکش پیچ شده است. ابتدا با خاموش بودن مهره قفلی، پیچ را تا حد خرابی سفت می کنند و سپس بسته به فاصله و گام رزوه مورد نیاز، به اندازه کسری از دور آن را بسته و با مهره قفلی قفل می کنند.
3. با حرکت دادن حلقه بیرونی یاتاقان با مهره تنظیمی که در محفظه پیچ شده است. ابتدا مهره آزاد شده از درپوش تا حد خرابی سفت می شود و سپس کمی پیچ را باز می کنیم تا فاصله دلخواه در یاتاقان ایجاد شود و قفل شود.
4. با حرکت دادن حلقه داخلی بلبرینگ با مهره یا پیچ و واشر. پس از رسیدن به فاصله مورد نظر در بلبرینگ، مهره یا پیچ ها با واشرهای قابل تغییر شکل قفل می شوند.
5. تغییر شکل حلقه داخلی بلبرینگ که دارای سوراخ مخروطی است با حرکت دادن آن با مهره در امتداد مخروط شفت.
فاصله محوری یاتاقان های رانش با جابجایی حلقه واقع در محفظه با کمک واشرها و با روش های دیگری که در بالا توضیح داده شد تنظیم می شود.
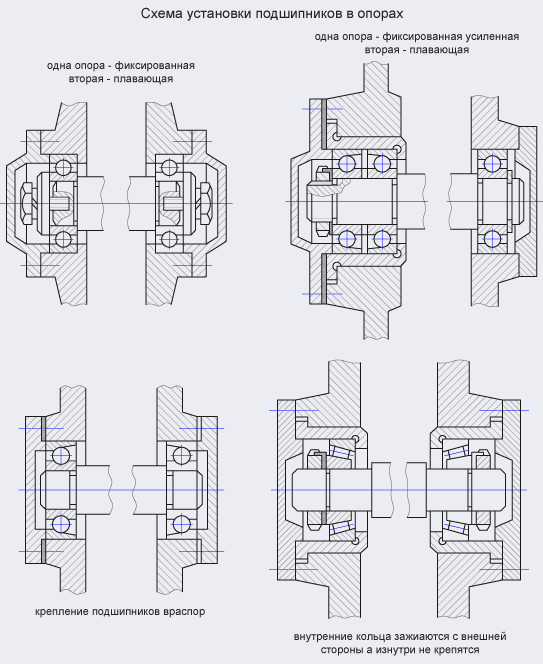
طرح های نصب بلبرینگ در تکیه گاه ها.
1. یکی از تکیه گاه ها به صورت محوری ثابت و دیگری شناور است. بار محوری بر روی شفت فقط توسط تکیه گاه ثابت گرفته می شود. یک تکیه گاه شناور معمولاً با بار شعاعی کمتر انجام می شود. در یک یاتاقان ثابت، حلقه داخلی یاتاقان از یک طرف به شانه شفت متصل می شود و از طرف دیگر با یک مهره، یک حلقه فنر اسپلیت، یک بوش و یک واشر بسته می شود. حلقه بیرونی از یک طرف روی شانه بدنه یا شیشه قرار می گیرد و از طرف دیگر با روکش، حلقه فنر شکافنده و مهره با نخ خارجی فشار داده می شود.
با بارهای محوری قابل توجه روی شفت، تکیه گاه ثابت از دو یاتاقان تماس زاویه ای تشکیل شده است. در یک یاتاقان شناور، حلقه داخلی یاتاقان مانند یک یاتاقان ثابت ثابت می شود و حلقه بیرونی می تواند آزادانه در جهت محوری در سوراخ بدنه یا در آستین حرکت کند.
این طرح به شما امکان می دهد تا هر فاصله ای را بین تکیه گاه ها فراهم کنید ، عدم دقت در ساخت قطعات مونتاژ را در طول و ازدیاد طول شفت جبران کنید. معمولاً برای فواصل زیاد بین تکیه گاه ها استفاده می شود.
2. بستن بلبرینگ ها به صورت غافلگیرانه. حلقه های داخلی هر دو بلبرینگ روی شانه های شفت قرار می گیرند، اما از طرف دیگر بسته نمی شوند. حلقه های بیرونی در سوراخ های صاف (بدون شانه) بدن قرار دارند و فقط از بیرون با یک پوشش یا مهره با نخ خارجی فشرده می شوند. فاصله بین تکیه گاه ها در این طرح محدود است و معمولاً از 6-8 قطر تکیه گاه ها تجاوز نمی کند. برای جلوگیری از گرفتگی یاتاقان ها در هنگام گرم کردن و گسترش شفت، باید در حین نصب فاصله مناسبی در نظر گرفته شود.
فاصله های محوری در یاتاقان های تماس زاویه ای
|
نوع بلبرینگ |
فاصله قطرهای داخلی |
نصب توسط یک یاتاقان در یاتاقان های ثابت و شناور |
نصب توسط یک یاتاقان در هر دو یاتاقان |
|
|
بیشترین فاصله ممکن بین تکیه گاه ها |
حدود مجاز "بازی" محوری، میکرون |
|||
|
توپ، |
10-30 |
20-40 |
8 پشتیبانی |
30-60 |
|
توپ، زاویه تماس α=26-36 درجه |
10-30 |
20-30 |
||
|
غلتک مخروطی، |
10-30 |
20-30 |
12 پشتیبانی |
20-80 |
|
غلتک مخروطی، |
10-30 |
20-40 |
||
یکی از انواع این طرح طراحی است که در آن حلقه های داخلی از بیرون بسته می شوند، اما از داخل بسته نمی شوند. حلقه های بیرونی در برابر خرس داخلدر شانه های شیشه یا بدنه، و به بیرون متصل نیستند. طراحی تنظیم فاصله حلقه داخلی، خطر گیرکردن عناصر غلتشی را حتی با شفتهای بلند از بین میبرد.
هر یک از یاتاقان ها هنگام بستن یاتاقان ها به طور غافلگیرانه بار محوری را فقط در یک جهت درک می کنند. طبق این طرح، تمام بلبرینگ های تماس زاویه ای و همچنین بلبرینگ های شعاعی و غلتکی با دو یقه در قسمت بیرونی و یکی در حلقه داخلی نصب می شوند.
برای جلوگیری از گیر کردن عناصر نورد ناشی از افزایش طول حرارتی شفت یا عدم دقت در ساخت قطعات مجموعه بلبرینگ، از دو طرح اصلی نصب بلبرینگ استفاده می شود:
1) با پشتیبانی ثابت و شناور (شکل 9.9 - 9.13).
2) با تثبیت با تعجب.
طبق طرح 1، یک یاتاقان در یک تکیه گاه نصب می شود که موقعیت شفت را نسبت به محفظه در هر دو جهت ثابت می کند. در جهت محوری هم روی شفت و هم در سوراخ محفظه محکم ثابت می شود (شکل 9.9 را ببینید). پشتیبانی ولی -تثبیت؛ او شعاعی و دو طرفه را درک می کند ...
بارهای محوری حلقه داخلی بلبرینگ دوم ببه طور سفت و سخت (با استفاده از یک حلقه تقسیم) در جهت محوری روی شفت نصب شده است. حلقه بیرونی می تواند آزادانه در امتداد محور شیشه حرکت کند (تکیه کنید ب -شناور). برای حرکت آزاد حلقه بیرونی یاتاقان در کاپ باید تناسب مناسب با شکاف اختصاص داد و همچنین شکاف مناسبی را فراهم کرد. (آ).
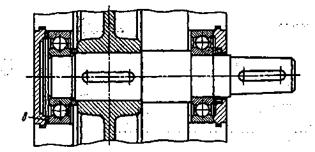
به عنوان یک تکیه گاه شناور (ب)یکی را انتخاب کنید که بار شعاعی کوچکتری را درک کند (شکل 9.10، 9.11). با فواصل قابل توجه بین تکیه گاه ها، برای افزایش استحکام تکیه گاه ثابت، اغلب دو بلبرینگ تماسی زاویه ای تک ردیفی (شکل 9.12) یا دو رولبرینگ مخروطی (شکل 9.13) نصب می شود. چنین نصبی برای گیربکس های حلزونی (برای شفت کرم) معمول است.
برنج. 9.9. شفت بر روی یاتاقان های شعاعی نصب شده است. راست - ثابت،
سمت چپ - "شناور"
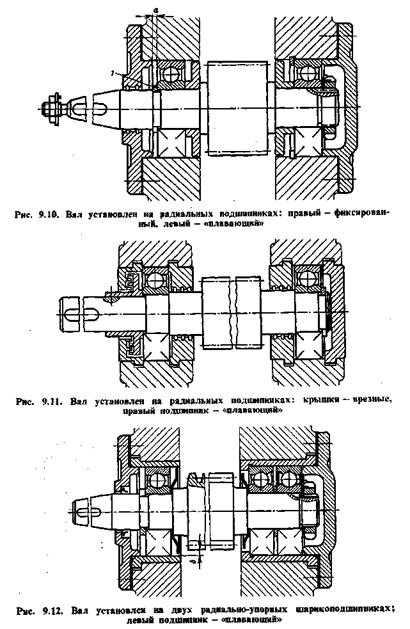
برنج. 9.13. شفت کرم روی دو غلتک مخروطی نصب شده است.
بلبرینگ سمت راست - "شناور" (شعاعی تک ردیف)
در واحدهایی که طبق طرح 2 طراحی شده اند، حلقه های بیرونی یاتاقان ها در مقابل انتهای روکش ها قرار می گیرند و انتهای حلقه های داخلی در برابر شانه های شفت قرار می گیرند (شکل 9.14، 9.15، 9.16).
به منظور جلوگیری از نیشگون گرفتن عناصر نورد از تغییر شکل دما، یک شکاف ارائه می شود ( آ) بیش از ازدیاد طول حرارتی
![]()
که در آن a = 12×10 -6 - ضریب انبساط خطی فولاد 1/°C. تی 0 - دمای اولیه شفت و محفظه، o С: تی 1 - دمای کار شفت و محفظه، درجه سانتیگراد. ل- فاصله بین تکیه گاه ها، میلی متر.
برای بلبرینگ های شیار عمیق با شفت معمولی و محیطتایید کنید آ " 0.24 ¸ 0.5 میلی متر. فاصله را با شیم ها تنظیم کنید (ب)بین سطوح انتهایی محفظه و روکش ها (شکل 9.14). طرح 2 چندین مزیت دارد: بدنه را می توان با یک سوراخ از یک نصب، بدون شانه، آستین و لبه درست کرد که دقت بیشتر صندلی ها را تضمین می کند. تعداد قطعات در مونتاژ کاهش می یابد. نصب و تنظیم راحت واحد. به معایب این طرح نیز باید اشاره کرد: نیاز به تلرانس بیشتر برای ابعاد خطی، امکان گیرکردن عناصر نورد در تغییر شکل های دمایی زیاد.
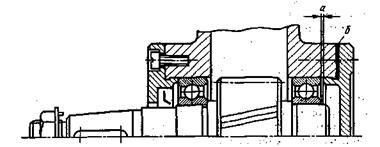
در گره های شکل. بلبرینگ های 9.15، 9.16 با روکش های تعبیه شده ثابت می شوند. ترخیص کالا از گمرک مورد نیاز آقابل تنظیم با حلقه جبرانی ب
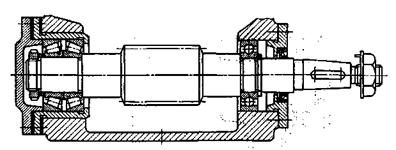
برنج. 9.14. شفت پینیون نصب شده بر روی بلبرینگ های شعاعی (vspor)
برنج. 9.15. شفت بر روی یاتاقان های شعاعی نصب شده است. روکش های خاردار
برنج. 9.16. شافت میانی گیربکس روی بلبرینگ های شیار عمیق نصب شده است. روکش های خاردار
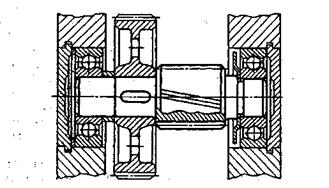
برنج. 9.17. شفت پینیون روی بلبرینگ های تماس زاویه ای (vspor) نصب می شود.
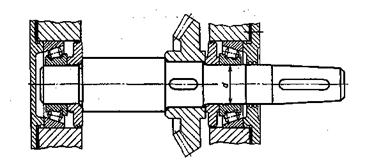
برنج. 9.18. شفت چرخ دنده مخروطی روی بلبرینگ های غلتکی مخروطی که در زوایای مختلف قرار گرفته اند نصب می شود.
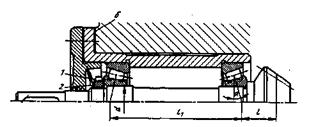
طرح 2 - با یاتاقان های محوری - باید برای شفت های نسبتا کوتاه، با استفاده از بلبرینگ های توپی یا غلتکی تماس زاویه ای (قابل تنظیم) استفاده شود. چنین بلبرینگ ها (بدون پیش بارگذاری) امکان تنظیم فاصله های محوری را در محدوده های مورد نیاز در حین نصب و در حین کار فراهم می کنند. پسوندهای حرارتی شفت نباید به طور کامل فاصله محوری را انتخاب کنند. طراحی چنین تکیه گاه هایی در شکل 1 نشان داده شده است. 9.17، 9.18، 9.19. در گره های شکل. فاصله محوری 9.17، 9.18 با مجموعه ای از شیم های فلزی تنظیم می شود بضخامت 0.05-0.5 میلی متر، بین بدنه (شیشه) و درب نصب شده است.
تنظیم فاصله محوری در مجموعه شکل. 9.19 توسط پیچ انجام شده است 1 ، واشر قفلی 2 و واشر را متوقف کنید 3.
مجموعه های بلبرینگ با یاتاقان های تماس زاویه ای قرار گرفته در فاصله توصیه می شود با نسبت استفاده شوند. l/d= 6¸8 (شکل 9.18، 9.19). سفتی تکیه گاه ها با یاتاقان های تماس زاویه ای تا حد زیادی به طرح نصب آنها در گره بستگی دارد.
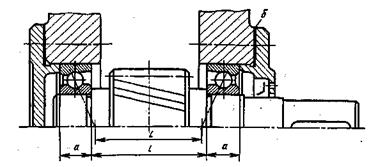
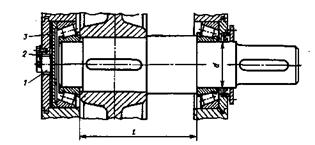
روی انجیر 9.20 دو طرح برای نصب یاتاقان های تماس زاویه ای را نشان می دهد که به صورت غافلگیرکننده و کشیده تحویل داده شده اند. با همین اندازه باندازه پایه L2بسیار بزرگتر Lیکی . روی انجیر 9.21 مجموعه شفت-دنده ورودی چرخ دنده مخروطی را نشان می دهد: یاتاقان ها کشیده شده اند. با افزایش سایز پایه Lاستحکام بیشتر گره را تضمین می کند. تقریبا می توان گرفت L / ل= 2¸Z.
برنج. 9.19. شفت بر روی بلبرینگ های غلتکی مخروطی نصب شده است. روکش های خاردار
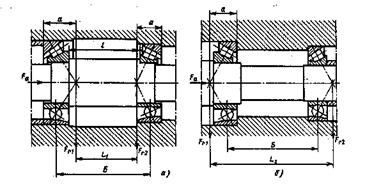
برنج. 9.20. نصب دو بلبرینگ تماس زاویه ای عرضه شده:
آ- با تعجب، ب- کشیده شد
برنج. 9.21. محور پینیون روی بلبرینگ های غلتکی، کشیده شده است
| مقالات دیگر: | ||
| حضور NTN-SNR و موفقیت محصولات آن در بازارهای صنعت | ||
| تحصیلات | ||
| بررسی Podshipnik.ru | ||
| کاتالوگ های NTN-SNR | ||
| جای خالی |
||
| از چه بلبرینگ هایی استفاده می کنید |
نصب بلبرینگ
برای آماده سازی یاتاقان ها برای نصب، نوشته های روی بسته بندی و خود بلبرینگ ها را از قبل بررسی کنید.
بلبرینگ ها را بلافاصله قبل از شروع کار با آنها از بسته بندی خارج کنید.
یاتاقان ها مطابق با دستورالعمل های فعلی برای ذخیره سازی، نگهداری مجدد یاتاقان ها و قطعات آنها و جابجایی آنها مجدداً نگهداری می شوند. به عنوان یک قاعده، بلبرینگ ها در گرما متوقف می شوند (80-90 درجه سانتیگراد)روغن معدنی، کاملا شسته شده در محلول روغن 6-8٪،در بنزین یا داغ (75-85 درجه سانتیگراد)محلول های آبی ضد خوردگی، به عنوان مثال، ترکیبات زیر (در درصد):
|
راه حل N1 |
راه حل N2 |
|
|
تری اتانول آمین |
||
|
نیتریت سدیم |
||
|
عامل مرطوب کننده OP |
||
|
باقی مانده |
باقی مانده |
توصیه نمی شود یاتاقان های بدون محافظ را برای بیش از دو ساعت بدون حفاظت در برابر خوردگی نگهداری کنید.
پس از نگهداری مجدد، مصرف کننده بلبرینگ ها باید از حفاظت آنها در برابر خوردگی در هنگام کنترل، نصب، مونتاژ و نگهداری محصولات مطابق با دستورالعمل های داخلی مربوطه اطمینان حاصل کند.
قبل از نصب، بلبرینگ باید از نظر انطباق بررسی شود ظاهر، سهولت چرخش، مجوزهای لازم برای اسناد نظارتی و فنی.
از نظر بصری، برای یاتاقانهای نوع باز، وجود شیارها، آثار آلودگی، خوردگی، مجموعه کامل پرچها، سفتی نصب آنها یا سایر عناصر اتصال، مجموعه کاملی از عناصر غلتشی و وجود آسیب قفس باید مشخص شود. بررسی شد.
برای یاتاقان های مهر و موم شده، مهر و موم ها یا سپرها باید از نظر آسیب بررسی شوند.
برای بررسی فاصله شعاعی، یکی از حلقه های یاتاقان با محور افقی ثابت می شود و فاصله با استفاده از یک نشانگر تعیین می شود و حلقه آزاد تحت تأثیر نیروی اندازه گیری در جهت شعاعی به دو موقعیت کاملاً مخالف تغییر می کند. تفاوت در قرائت ابزار مربوط به مقدار فاصله شعاعی است. با چرخاندن حلقه آزاد به اطراف، سه اندازه گیری انجام می شود موقعیت اولیهمحورهای بلبرینگ به طور مشابه، فاصله محوری اندازه گیری می شود، اما با محور یاتاقان در موقعیت عمودی. در حین ثابت کردن یکی از حلقه ها، دیگری در جهت محوری به دو موقعیت شدید تحت تأثیر نیروی اندازه گیری جابجا می شود و اختلاف در قرائت های نشانگر ثبت می شود. فاصله شعاعی در غلتکهای کروی دو ردیفه شعاعی و غلتکهای استوانهای بدون دنده در حلقههای بیرونی با قطر سوراخ بیش از 60 میلیمتر را میتوان با سنج حسگر اندازهگیری کرد.
بلافاصله قبل از نصب، لازم است سطوح نصب محفظه ها (سوراخ ها و انتها) و شفت ها (سطوح نشیمن و انتهای آن) را از نظر عدم وجود بریدگی، خط و خش، آثار عمیق ماشینکاری، خوردگی، سوراخ ها و کثیفی بررسی کنید.
شفت ها، به ویژه با نسبت طول و بزرگترین قطر بیش از 8، باید از نظر صاف بودن محور (بدون خمش) بررسی شوند. توصیه می شود با استفاده از نشانگرهای شماره گیری بررسی کنید که چه زمانی شفت در مراکز می چرخد. افزایش خروج از مرکز از لبه به سمت وسط نشان دهنده انحنای محور است.
لازم است ناهماهنگی کلیه سطوح نصب که در یک محور قرار دارند از نظر انطباق با استانداردهای مشخص شده در مستندات فنی بررسی شود.
اگر یاتاقان هایی که یک شفت را پشتیبانی می کنند در محفظه های مختلف (جدا) نصب شده باشند، تراز بدنه ها مطابق با الزامات مستندات فنی باید با استفاده از واشر یا وسایل دیگر اطمینان حاصل شود.
هنگامی که دو یاتاقان (شعاعی: توپ، غلتک کروی و استوانه ای) روی یک گردن یاتاقان نصب می شود، تفاوت در فاصله های شعاعی نباید از 0.03 میلی متر تجاوز کند و در قطر داخلی و خارجی حلقه ها - بیش از نیمی از میدان تحمل نباشد.
سطوح شفت ها و محفظه هایی که با یاتاقان ها جفت می شوند باید کاملا شسته، پاک شوند، خشک شوند و با یک لایه نازک روان کننده یا خمیر ضد فرسایش روغن کاری شوند. کانال های روغن کاری باید عاری از تراشه ها و سایر آلاینده ها بوده و با هوای فشرده تمیز شوند.
هنگام نصب بلبرینگ، نیروی فشار باید فقط از طریق حلقه فشرده - از طریق حلقه داخلی هنگام نصب روی شفت و از طریق بیرونی - به داخل محفظه منتقل شود. نصب به گونه ای ممنوع است که نیرو از طریق عناصر نورد از یک حلقه به حلقه دیگر منتقل شود. اگر بلبرینگ به طور همزمان روی شفت و در محفظه نصب شود، نیروها به انتهای هر دو حلقه منتقل می شوند.
نیروهای نصب نباید به جداکننده اعمال شود. شما نمی توانید مستقیما به رینگ ضربه بزنید. اعمال ضربات سبک به حلقه فقط از طریق یک بوش ساخته شده از فولاد ساختاری غیر سخت مجاز است.
هنگام نصب یاتاقانها با سوراخ استوانهای بر روی شفت با تداخل، توصیه میشود که یاتاقان را روی بخاری القایی از قبل گرم کنید.
یاتاقان گرم شده روی شفت نصب می شود و با کمی تلاش در جای خود قرار می گیرد. در این حالت طرف بلبرینگ که مهر کارخانه روی آن زده می شود باید بیرون باشد.
برای نصب بلبرینگ های با اندازه بزرگ، مناسب ترین استفاده از رانشگر هیدرولیک است که نصب با بالاترین کیفیت بلبرینگ، عدم آسیب به سطوح نصب و عملکرد بالا را فراهم می کند. این روش به ویژه برای نصب بلبرینگ با سوراخ داخلی مخروطی با قطر بیش از 120-150 میلی متر مناسب است.
هنگام نصب یک یاتاقان در محفظه ای با تداخل، توصیه می شود قبل از نصب، یاتاقان را با نیتروژن مایع (160- درجه سانتیگراد) یا یخ خشک خنک کنید یا محفظه را گرم کنید.
روش های نصب مناسب ترین روش ها هستند که در آن فشار همزمان و یکنواخت بر کل محیط حلقه ای که قرار است نصب شود اعمال می شود. با چنین روش هایی، هیچ اعوجاجی در حلقه نصب شده وجود ندارد. برای اجرای چنین روش هایی از لوله های ساخته شده از فولاد سازه ای سخت نشده استفاده می شود که قطر داخلی آن کمی بزرگتر از قطر سوراخ حلقه و قطر خارجی آن کمی کوچکتر از قطر خارجی حلقه است. در انتهای آزاد لوله باید پلاگینی با سطح بیرونی کروی تعبیه شود که در هنگام نصب به آن نیرو وارد می شود.
نیرو در هنگام نصب باید با استفاده از پرس و فیکسچر مکانیکی یا هیدرولیکی ایجاد شود.
در صورت عدم وجود دستگاه های مکانیکی و هیدرولیک و نصب با تداخل های کوچک یاتاقان های با اندازه های کوچک، اعمال ضربات سبک با چکش از طریق لوله نصب با دوشاخه مجاز است.
با هر روش نصب، به خصوص در هنگام نصب با چکش، لازم است به دقت بر ارائه حرکت محوری یکنواخت، بدون اعوجاج، نظارت شود. وجود ناهماهنگی در هنگام نصب منجر به تشکیل خطبندی روی سطح نشیمنگاه، نصب نامناسب بلبرینگ، کاهش عمر مفید آن و در برخی موارد به پارگی رینگ نصب شده میشود.
توپ کروی دو ردیفه و بلبرینگ غلتکیبا سوراخ مخروطی، آنها بر روی یک محور استوانه ای با استفاده از آداپتور و آستین های خروجی، و روی شفت هایی با گردن مخروطی - مستقیماً روی گردن شفت نصب می شوند. نصب بلبرینگ با قطر سوراخ تا 70 میلی متر و بارهای پیش بار معمولی توصیه می شود با استفاده از یک آستین نصب که روی انتهای رزوه دار شافت پیچ شده است انجام شود. قسمت فشار بر روی صفحه انتهایی آستین آداپتور یا مستقیماً روی صفحه انتهایی حلقه داخلی (هنگام نصب بدون آداپتور و آستین های خروج) عمل می کند. بلبرینگ هایی با قطر سوراخ بیش از 70-100 میلی متر باید با استفاده از روش های هیدرولیک نصب شوند. از آنجایی که حلقه داخلی یاتاقان با حرکت محوری آستین آداپتور تغییر شکل می دهد (منبسط می شود)، فاصله شعاعیکاهش می دهد. فاصله شعاعی باید با یک حسگر بررسی شود. حداقل مقدار مجاز فاصله شعاعی بر حسب میلی متر پس از مونتاژ مجموعه برای یاتاقان های تولید شده با فاصله های گروه معمولی مطابق با GOST 24810 تقریباً با فرمول تعیین می شود.
که در آن d قطر اسمی سوراخ یاتاقان، میلی متر است.
رولبرینگ های کروی با اندازه بزرگ (با قطر سوراخ بیش از 300 میلی متر)، توصیه می شود قبل از نصب تا دمای 60-70 درجه سانتیگراد گرم شوند.
هنگام نصب بلبرینگ سوزنی بدون قفس، آخرین سوزن باید با فاصله بین 0.5 تا 1 قطر سوزن وارد شود. گاهی برای تحقق این شرط، آخرین سوزن با قطر کمتر تعبیه می شود.
هنگام نصب یاتاقان ها (به ویژه آنهایی که نیروهای محوری را درک می کنند)، در صورت امکان، با استفاده از یک سنج حسگر با ضخامت 0.03 میلی متر یا بیشتر، باید مطمئن شوید که انتهای حلقه های یاتاقان به خوبی و به درستی به انتهای شانه ها متصل می شود. انتهای مخالف بلبرینگ ها و انتهای قطعاتی که آنها را در جهت محوری فشار می دهند باید تحت بررسی مشابهی قرار گیرند.
لازم است صحت چیدمان متقابل بلبرینگ ها در تکیه گاه های یک شفت بررسی شود. شفت پس از نصب باید با دست به راحتی، آزادانه و یکنواخت بچرخد.
فاصله محوری یاتاقانهای تماس زاویهای و رانش با جابجایی محوری حلقههای بیرونی و داخلی با استفاده از واشرها، مهرهها، اسپیسرها تنظیم میشود. برای بررسی فاصله محوری در واحد مونتاژ شده، یک نوک اندازه گیری نشانگر نصب شده روی پایه سفت و سخت به انتهای انتهای خروجی آورده می شود. فاصله محوری با تفاوت در قرائت های نشانگر در موقعیت های محوری شدید شفت تعیین می شود. شفت در جهت محوری جابجا می شود تا زمانی که عناصر نورد در تماس کامل با سطح نورد حلقه بیرونی مربوطه قرار گیرند.
برای بهبود دقت چرخش، به ویژه در واحدهای پرسرعت، به عنوان مثال، الکترواسپیندلهای ماشین، فاصلهها در یاتاقانهای تماس زاویهای با ایجاد یک پیش بار پایدار بر روی یاتاقانها انتخاب میشوند. این با اعمال نیروی محوری به حلقه یاتاقان دوار از طریق فنر مدرج به دست می آید. در این مورد، عناصر نورد دقیقاً روی مسیرهای مسابقه ثابت می شوند.
برای جلوگیری از "گزیدن" بلبرینگ های بزرگ در حین نصب یا در حین کار، قبل از نصب آنها در محفظه های تقسیم شده، اجازه خراش دادن سطوح نیم سوراخ ها در نقاط شکاف داده می شود. تناسب کامل یاتاقان های بزرگ با صندلی ها در محفظه های تقسیم شده با استفاده از گیج و رنگ بررسی می شود (چاپ رنگ باید حداقل 75٪ از کل مساحت صندلی باشد). در محفظه های جداشدنی با استفاده از پروب، سفتی و یکنواختی تناسب پایه پوشش نیز بررسی می شود (فاصله بیش از 0.03 - 0.05 میلی متر نیست).
در واحد مونتاژ شده، لازم است وجود شکاف بین قطعات دوار و ثابت بررسی شود. باید به وجود شکاف هایی بین انتهای قطعات ثابت و انتهای جداکننده ها توجه ویژه ای داشت که گاهی اوقات از صفحه انتهای حلقه ها بیرون می زنند.
همچنین باید همزمانی شیارهای روانکاری در محفظه ها با سوراخ های روانکاری در حلقه های بیرونی بلبرینگ ها را بررسی کنید.
برای یاتاقان های دارای غلتک استوانه ای و بدون فلنج، پس از نصب، جابجایی نسبی حلقه های بیرونی و داخلی در جهت محوری باید بررسی شود. برای یاتاقان های با غلتک های کوتاه نباید بیش از 0.5-1.5 میلی متر و برای یاتاقان های با غلتک های بلند بیش از 1-2 میلی متر باشد (مقادیر بزرگتر برای یاتاقان های با اندازه های بزرگ داده می شود).
پس از اتمام عملیات مونتاژ و وارد کردن روانکار مشخص شده در مستندات فنی به واحدهای بلبرینگ، کیفیت نصب بلبرینگ باید با اجرای آزمایشی واحد مونتاژ در سرعت های پایین بدون بار بررسی شود. در عین حال، صدای بلبرینگ های چرخان با گوشی پزشکی یا لوله گوش داده می شود. بلبرینگ هایی که به درستی سوار شده و به خوبی روغن کاری شده اند، صدایی آرام، مداوم و یکنواخت در حین کار تولید می کنند. صدای سوت نشان دهنده روانکاری یا اصطکاک ناکافی بین قطعات جفت شده مجموعه است. صدای زنگ فلزی می تواند ناشی از فاصله بسیار کم یاتاقان باشد. یک صدای ارتعاشی یکنواخت در اثر ورود ذرات خارجی به راهروی حلقه بیرونی ایجاد می شود. سر و صدایی که هر از گاهی با سرعت ثابت ایجاد می شود نشان دهنده آسیب به عناصر غلتشی است. سر و صدایی که هنگام تغییر سرعت ظاهر می شود می تواند به دلیل آسیب به حلقه ها در نتیجه نصب یا وجود حفره های خستگی بر روی سطوح نورد ایجاد شود. صداهای تق تق به دلیل آلودگی بلبرینگ امکان پذیر است. صدای بلند ناهموار توسط بلبرینگ های آسیب دیده به شدت ایجاد می شود.
نمودارهای نصب بلبرینگ
در بیشتر موارد، شفت ها باید در تکیه گاه ها در برابر حرکت محوری ثابت شوند. با توجه به توانایی ثابت کردن موقعیت محوری شفت، تکیه گاه ها تقسیم می شوند ثابت و شناور .
در پایه ثابتحرکت محوری محدود شفت در یک یا هر دو جهت. نیروهای شعاعی و محوری را درک می کند.
در حمایت شناورحرکت محوری شفت در هر جهت محدود نیست. فقط نیروی شعاعی را درک می کند.
در نمودارهای شکل 6، شفت در یک تکیه گاه (سمت چپ در شکل) ثابت شده است: در نمودار شکل 6، a - با یک یاتاقان. در نمودار در شکل 6، b - دو یاتاقان تک ردیف. در یاتاقان شناور معمولا از یاتاقان های شعاعی استفاده می شود. این طرح ها در هر فاصله ای اعمال می شوند لبین تکیه گاه های شفت با اختصاص یاتاقان های ثابت و شناور، آنها تلاش می کنند تا بارگذاری تقریبا برابر یاتاقان ها و کمترین نیروهای اصطکاک در یاتاقان های شناور را تضمین کنند.
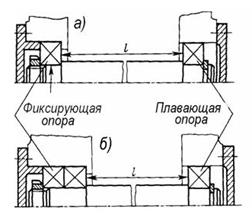
شکل 6. طرح های نصب بلبرینگ Fig.7. نمودارهای نصب بلبرینگ
در نمودارهای شکل 7، هر دو تکیه گاه ثابت هستند.
تمایز طرح ها "در آشفتگی"(شکل 7a). در طرح ساختاری در نظر گرفته شده، هر یک از تکیه گاه ها حرکت محوری شفت را فقط در یکی جهت. برای انجام این کار، انتهای حلقه های داخلی هر دو یاتاقان در برابر انتهای شانه های شفت (یا در برابر انتهای سایر قسمت های واقع بر روی شفت) قرار می گیرند. انتهای بیرونی حلقههای بیرونی یاتاقانها در برابر انتهای کلاهکهای یاتاقان (یا در مقابل انتهای سایر قطعات نصب شده در سوراخ صندلی یاتاقان بدنه) قرار میگیرند.
نمودار نصب شفت "در آشفتگی"از نظر ساختاری ساده ترین است. به طور گسترده ای برای شفت های کوتاه استفاده می شود (l/d = 6…8).
برای جلوگیری از نیشگون گرفتن شفت در تکیه گاه ها، فاصله محوری " آ"، که مقدار آن باید کمی بیشتر از تغییر شکل حرارتی مورد انتظار بلبرینگ ها و شفت باشد. از تجربه عملیاتی، این شکاف در 0.2 ... 0.5 تنظیم شده است میلی متر. طرح با یاطاقان ثابت "در آشفتگی"نصب آسان است، اما برای ابعاد خطی نیاز به تلرانس تنگ دارد و به دلیل گیرکردن احتمالی عناصر نورد در حین گرمایش خطرناک است.
هنگام نصب شفت "در حال کشش"(شکل 7، ب) حلقه بیرونی بلبرینگ با تاکید بر لبه شانه قسمت مسکن - شیشه نصب شده است. بستن اضافی حلقه در طرف مقابل انجام نمی شود. فاصله محوری " آ» در یاتاقان ها با افزایش دمای شفت افزایش می یابد (احتمال گیرکردن یاتاقان ها کاهش می یابد). بنابراین، فاصله بین یاتاقان ها را می توان تا حدودی بزرگتر، یعنی l/d= 8…10. شفت های بلندتر طبق طرح "در حال کشش"به دلیل احتمال وجود فاصله های محوری که برای یاتاقان های تماس زاویه ای غیرقابل قبول است، نصب توصیه نمی شود.
تعدادی الزامات برای نصب ابزار و وسایل وجود دارد. ابزار نصب و جداسازی باید:
- قابل اعتماد و بدون دردسر در کار؛
- عدم آسیب رساندن به یاتاقان ها و قطعات مجموعه بلبرینگ؛
- بسیار ساده، بادوام و جمع و جور؛
- پایدار در عملکرد و خود قفل شدن در یک موقعیت متقارن نسبت به قسمت گرفته شده؛
- راحت در عملیات؛
- مقرون به صرفه و سازنده؛
- در صورت امکان برای نصب واحدهای بلبرینگ غیرمشابه تطبیق داده شود.
ابزارهای بی کیفیت یکی از شایع ترین علل آسیب یاتاقان ها در مرحله نصب هستند. شما می توانید انتخاب و حتی بیشتر از آن تهیه ابزار را فقط به خدمات فنی تخصصی که تجربه عملی در حل این مشکل دارند بسپارید. BALTECH به شما در انتخاب خود کمک می کند.
قوانین اساسی و تکنیک های نصب
هنگام نصب بلبرینگ، نیروی فشار باید فقط از طریق حلقه فشرده - از طریق داخل هنگام نصب روی شفت و از طریق حلقه بیرونی - به داخل محفظه منتقل شود. انجام نصب با انتقال نیرو از یک حلقه به حلقه دیگر از طریق عناصر نورد ممنوع است (شکل 5). هنگام نصب یاتاقان ها بر روی یک شفت یا در یک محفظه "سرد"، همیشه باید فقط از کیت BALTECH TOOLS استفاده کنید.
قبل از نصب، سطوح نشیمن یاتاقان، محفظه و شفت باید با یک لایه بسیار نازک روان کننده روغن کاری شوند. لایه ضخیمتر اصطکاک را کاهش میدهد، نصب را آسانتر میکند، اما بوش میتواند هنگام برداشتن مهره جک بولت شل شود. علاوه بر این، در حین کار، روغن دائماً از طریق شکاف های باریک به بیرون فشرده می شود و تناسب آن ضعیف می شود. هنگامی که این یاتاقان دوباره نصب می شود، موقعیت جدیدی به خود می گیرد و نیاز به اندازه گیری مجدد جابجایی محوری و فاصله شعاعی دارد.
 اول از همه، یک حلقه یاتاقان با تناسب محکم تر نصب می شود. شما نمی توانید مستقیما به رینگ ضربه بزنید. نیرو باید از طریق یک آستین مخصوص نصب (شکل 6) یا یک لوله فلزی سبک (هیچ اعوجاج حلقه مجاز نیست) منتقل شود. برای یاتاقان های با ابعاد کوچک که با تداخل کوچک نصب شده اند، به عنوان یک استثنا، از پانچ و چکش استفاده می شود. پانچ باید بسته به شرایط نصب و مقاومت مورد نیاز از فلز نرم (مس، فولاد نرم و ...) با سطح مقطع ثابت و متغیر باشد. انتهایی که با بلبرینگ تماس دارد نباید فراتر از حلقه ای که قرار است نصب شود گسترش یابد. همانطور که فلز می شکند و پوست کنده می شود، انتهای آن باید شکل اصلی خود را داشته باشد. ضربات نباید تیز و یکنواخت باشد و به طور متناوب در اطراف باسن اعمال شود. برای جلوگیری از اعوجاج، هر ضربه بعدی در ناحیه قطری مخالف انتهای حلقه اعمال می شود. لوله های نصب و پسوندهای مختلف (شکل 7) به طور گسترده در مونتاژ مجموعه های بلبرینگ مورد استفاده قرار گرفته اند. در این حالت نیرو به طور مساوی در تمام سطح انتهایی حلقه نصب شده توزیع می شود و می توان از پرس استفاده کرد. هنگام نصب یاتاقان بر روی شفت، لوله با یک حلقه جوش داده شده در خارج ارائه می شود که از انسداد یاتاقان با ذرات فلزی و کثیفی که می تواند از دوشاخه یا از دیواره های لوله بر روی آن وارد شود، محافظت می کند. لوله باید فقط روی انتهای حلقه ای که قرار است نصب شود قرار گیرد و انتهای آن به طور یکنواخت بریده شود. ضخامت دیواره لوله باید (2/3-4/5)* باشد ساعتجایی که ساعت- ضخامت حلقه بلبرینگ
اول از همه، یک حلقه یاتاقان با تناسب محکم تر نصب می شود. شما نمی توانید مستقیما به رینگ ضربه بزنید. نیرو باید از طریق یک آستین مخصوص نصب (شکل 6) یا یک لوله فلزی سبک (هیچ اعوجاج حلقه مجاز نیست) منتقل شود. برای یاتاقان های با ابعاد کوچک که با تداخل کوچک نصب شده اند، به عنوان یک استثنا، از پانچ و چکش استفاده می شود. پانچ باید بسته به شرایط نصب و مقاومت مورد نیاز از فلز نرم (مس، فولاد نرم و ...) با سطح مقطع ثابت و متغیر باشد. انتهایی که با بلبرینگ تماس دارد نباید فراتر از حلقه ای که قرار است نصب شود گسترش یابد. همانطور که فلز می شکند و پوست کنده می شود، انتهای آن باید شکل اصلی خود را داشته باشد. ضربات نباید تیز و یکنواخت باشد و به طور متناوب در اطراف باسن اعمال شود. برای جلوگیری از اعوجاج، هر ضربه بعدی در ناحیه قطری مخالف انتهای حلقه اعمال می شود. لوله های نصب و پسوندهای مختلف (شکل 7) به طور گسترده در مونتاژ مجموعه های بلبرینگ مورد استفاده قرار گرفته اند. در این حالت نیرو به طور مساوی در تمام سطح انتهایی حلقه نصب شده توزیع می شود و می توان از پرس استفاده کرد. هنگام نصب یاتاقان بر روی شفت، لوله با یک حلقه جوش داده شده در خارج ارائه می شود که از انسداد یاتاقان با ذرات فلزی و کثیفی که می تواند از دوشاخه یا از دیواره های لوله بر روی آن وارد شود، محافظت می کند. لوله باید فقط روی انتهای حلقه ای که قرار است نصب شود قرار گیرد و انتهای آن به طور یکنواخت بریده شود. ضخامت دیواره لوله باید (2/3-4/5)* باشد ساعتجایی که ساعت- ضخامت حلقه بلبرینگ  .
.
هنگام فرود یاتاقان ها، از لوله ها و سنبه های مخصوص استفاده می شود، مشابه مواردی که هنگام نصب روی شفت استفاده می شود. قطر آنها باید کمی کمتر از قطر خارجی حلقه باشد. اگر هنگام نصب بلبرینگ، باید آن را به عمق معینی جابجا کرد ساعت، لوله نصب با پایه های مخصوص با لبه توقف در فاصله جایگزین می شود ساعتاز باسن
هنگام نصب یاتاقانهایی با تداخل بر روی شفت و داخل محفظه، از یک لوله یا ابزار BALTECH استفاده میشود که به انتهای باز آن فلنجی جوش داده شده است که اجازه میدهد نیروی نصب به طور همزمان به هر دو حلقه منتقل شود. اگر جداکننده از انتهای حلقه ها در یاتاقان بیرون زد، به جای این لوله از سنبه های مخصوص استفاده می شود.
 در این حالت باید تراز را رعایت کرد تا جهت نیروی نصب با محور شفت یا محفظه منطبق باشد. دریافت پخ ها به ویژه در ابتدای پرس اهمیت زیادی دارند.
در این حالت باید تراز را رعایت کرد تا جهت نیروی نصب با محور شفت یا محفظه منطبق باشد. دریافت پخ ها به ویژه در ابتدای پرس اهمیت زیادی دارند.
نصب سرد یاتاقان های تداخل بالا و یاتاقان های بزرگ دشوار و گاهی غیرممکن است. برای تسهیل در نصب، از گرمایش القایی استفاده می شود (شکل 8a) یا یاتاقان ها در حمامی با روغن معدنی خالص (شکل 8b) غوطه ور می شوند، که نقطه اشتعال بالایی دارد، تا دمای 80-90 درجه سانتی گراد گرم می شود و برای 10 دقیقه نگه می دارد. -35 دقیقه بسته به اندازه ها
هنگام نصب یاتاقان ها با سپر و به طور دائم پر از گریس، حرارت دادن به همان دما فقط باید با استفاده از یک القایی انجام شود.  بخاری BALTECH HI-1630 یا BALTECH HI-1670. در غیر این صورت، گریس موجود در بلبرینگ کیفیت خود را از دست داده و یاتاقان به سرعت فرسوده می شود.
بخاری BALTECH HI-1630 یا BALTECH HI-1670. در غیر این صورت، گریس موجود در بلبرینگ کیفیت خود را از دست داده و یاتاقان به سرعت فرسوده می شود.
گرم کردن بلبرینگ با شعله باز ممنوع است (شکل 9)!
پس از اینکه یاتاقان گرم شده روی شفت قرار گرفت و خنک شد، ممکن است معلوم شود که حلقه داخلی محکم به شانه شفت فشار نیافته است، بنابراین لازم است آن را با چکش از طریق دریفت مسی به شانه کوبید، و در صورت وجود مهره ای برای بستن بلبرینگ در جهت اصلی است، توصیه می شود آن را با یک مهره سفت کنید.
 هنگام استفاده از پرس هیدرولیک برای نصب تعداد زیادی بلبرینگ از همان نوع، می توان کیفیت اتصال تداخل را با بزرگی و یکنواختی افزایش فشار گیج فشار، با تعیین از قبل مقدار برای شفت های دارای چاه کنترل کرد. سطوح نشیمنگاهی ماشینکاری شده با انحراف شدید فشار، نصب متوقف می شود تا شفت اصلاح شود.
هنگام استفاده از پرس هیدرولیک برای نصب تعداد زیادی بلبرینگ از همان نوع، می توان کیفیت اتصال تداخل را با بزرگی و یکنواختی افزایش فشار گیج فشار، با تعیین از قبل مقدار برای شفت های دارای چاه کنترل کرد. سطوح نشیمنگاهی ماشینکاری شده با انحراف شدید فشار، نصب متوقف می شود تا شفت اصلاح شود.
بلبرینگ هایی با قطر داخلی بیش از 50 میلی متر را می توان به صورت هیدرولیکی بر روی ژورنال شفت مخروطی نصب کرد (شکل 10). ماهیت روش ایجاد یک لایه روغن نازک به ضخامت 0.02-0.03 میلی متر بین سطوح نشستن اتصال است (شکل 10a، 10b)، که تحت فشار 2-2.5 برابر بیشتر از فشار معمولی ناشی از تداخل است. اما معمولاً بیش از 50-60 مگاپاسکال نیست. بلبرینگ ابتدا روی گردن مخروطی شفت قرار می گیرد ، با مهره قفل ثابت می شود ، روغن تحت فشار پمپ می شود که وارد شیار توزیع شفت می شود. در نتیجه، نیروی فشار دادن حلقه بر روی گردن مخروطی شفت به شدت کاهش می یابد. از بین بردن آن نیز آسان است.
با این حال، تزریق روغن برای نصب اتصالات استوانه ای مناسب نیست، زیرا سطوح نشیمن در ابتدا باید در تماس باشند. علاوه بر این، هر چه تنش بیشتر باشد، کاربرد کارآمدترتزریق هیدرولیک، اما در حال حاضر برای از بین بردن اتصال.
برای تزریق هیدرولیک، بهترین نتایج در هنگام استفاده از روغن هایی با ویسکوزیته 20-40 mm2 / s در +50 درجه سانتیگراد به دست می آید. روغنهایی که ویسکوزیته تزریق کمتری دارند بدون ایجاد فشار لازم از محل اتصال خارج میشوند و روغنهایی با ویسکوزیته بالاتر میتوانند منجر به فشار بیش از حد سیستم خط روغن شوند.
تزریق هیدرولیک نه تنها در هنگام نصب و برچیدن بلبرینگ ها، بلکه در حین کار آنها نیز استفاده می شود. تزریق هیدرولیک کوتاه مدت در یک رژیم حرارتی ثابت، شناور بودن بلبرینگ را تضمین می کند.
مهره هیدرولیک روی شفت پیچ می شود (شکل 10a) و در صورت عدم وجود رزوه، با استفاده از قطعات کمکی به شفت متصل می شود (شکل 10c). در این حالت پیستون مهره هیدرولیک با تاکید بر حلقه داخلی بلبرینگ نصب می شود. عرضه بعدی روغن باعث انبساط پیستون و مهره می شود و تداخلی برای یاتاقان بر روی شفت و کاهش متناظر در فاصله یاتاقان ایجاد می کند. پس از آن، مهره برداشته شده و بلبرینگ روی شفت قفل می شود.
 برای نصب دقیق، ابتدا لازم است به تماس محکم حلقه داخلی دست یابیم، که منشا جابجایی محوری (یا حرکت زاویه ای مهره، که تداخل بعدی را ایجاد می کند) را تعیین می کند. پس از فشار دادن، مهره با خم کردن زبانه واشر قفلی در شیار آن ثابت می شود. یاتاقان باید پس از نصب به راحتی بچرخد و حلقه بیرونی بلبرینگ کروی باید به راحتی با دست از این طرف به طرف دیگر بچرخد.
برای نصب دقیق، ابتدا لازم است به تماس محکم حلقه داخلی دست یابیم، که منشا جابجایی محوری (یا حرکت زاویه ای مهره، که تداخل بعدی را ایجاد می کند) را تعیین می کند. پس از فشار دادن، مهره با خم کردن زبانه واشر قفلی در شیار آن ثابت می شود. یاتاقان باید پس از نصب به راحتی بچرخد و حلقه بیرونی بلبرینگ کروی باید به راحتی با دست از این طرف به طرف دیگر بچرخد.
یاتاقان ها روی آداپتور یا آستین های خروجی همیشه با تداخل نصب می شوند. مقدار پیش بارگذاری با میزان جابجایی محوری حلقه یاتاقان نسبت به سطح بوش تعیین می شود. جابجایی رینگ هنگام نصب بلبرینگ روی آستین خروجی با پیچاندن مهره اسپلین (شکل 11a) یا با حرکت دادن پیستون مهره هیدرولیک (شکل 11b) انجام می شود.
 اگر یاتاقان روی یک آستین خروجی نصب شده باشد، دومی بین ژورنال شفت و سوراخ یاتاقان فشرده می شود. در این مورد، طرح های مختلفی برای انجام فرآیند استفاده از چکش و یک آستین نصب امکان پذیر است (شکل 12a). پیچ کردن مهره شکاف دار با آچار آچار (شکل 12b). فشار دادن آستین تخلیه با پیستون مهره هیدرولیک که روی شفت پیچ شده است (شکل 12c)، روی آستین خروجی با تاکید بر حلقه نصب شکاف (شکل 12c) و غیره.
اگر یاتاقان روی یک آستین خروجی نصب شده باشد، دومی بین ژورنال شفت و سوراخ یاتاقان فشرده می شود. در این مورد، طرح های مختلفی برای انجام فرآیند استفاده از چکش و یک آستین نصب امکان پذیر است (شکل 12a). پیچ کردن مهره شکاف دار با آچار آچار (شکل 12b). فشار دادن آستین تخلیه با پیستون مهره هیدرولیک که روی شفت پیچ شده است (شکل 12c)، روی آستین خروجی با تاکید بر حلقه نصب شکاف (شکل 12c) و غیره.
هنگام نصب بلبرینگ ها به طور مستقیم بر روی گردن شفت مخروطی و همچنین روی یک گردن استوانه ای با استفاده از آداپتور میانی و آستین های خروجی با مخروط بیرونی، استحکام مورد نیاز اتصال با فشار دادن حلقه داخلی بر روی شفت حاصل می شود. همانطور که به صورت محوری در امتداد مخروط جابجا می شود، منبسط می شود. این باعث کاهش فاصله شعاعی در یاتاقان می شود. اگر تناسب به اندازه کافی محکم به دست آید، گسترش حلقه داخلی تعیین می شود، و در عین حال کاهش فاصله شعاعی و جابجایی محوری مربوطه حلقه را کاهش می دهد. جدول مقادیر توصیه شده برای این مقادیر را هنگام نصب دو نوع بلبرینگ با فواصل قطر سوراخ نشان می دهد. کاهش فاصله شعاعی اولیه به عنوان تفاوت بین فاصله های قبل و بعد از نصب تعیین می شود و به طور مداوم آن را در طول نصب کنترل می کنید.
کاهش فاصله شعاعی و جابجایی محوری هنگام نصب غلتک های کروی و استوانه ای با سوراخ مخروطی (ابعاد بر حسب میلی متر) در جدول 4 نشان داده شده است.
حفره بلبرینگ |
کاهش فاصله شعاعی مورد نیاز |
جابجایی محوری مورد نیاز در مخروطی 1:12 |
|||
روی آستین |
روی آستین |
||||
کروی |
استوانه ای |
||||
فاصله شعاعی یاتاقان های بزرگ با یک سنج حسگر تعیین می شود. مقدار سفت شدن یک بلبرینگ کروی با سوراخ مخروطی باید چرخش آزاد حلقه بیرونی در صفحه شعاعی و حرکت زاویه ای در صفحه محوری را تضمین کند. برای یاتاقان های غلتکی کروی دو ردیفه، فاصله شعاعی با یک سنج حسگر بین حلقه و غلتک خالی در هر ردیف، پس از چرخاندن شفت اندازه گیری می شود تا اطمینان حاصل شود. مکان صحیحغلطک ها برابری شکاف ها در ردیف ها نشان دهنده عدم جابجایی محوری حلقه ها نسبت به یکدیگر است.
هنگام نصب یاتاقان های کوچک، جایی که فاصله اغلب کمتر از ضخامت صفحه حسگر است، با جابجایی محوری اندازه گیری می شود. با مخروطی استاندارد 1:12، جابجایی محوری تقریباً 15 برابر کاهش فاصله شعاعی است. بنابراین، با یک شفت جامد، تنها 75-85٪ از تداخل مناسب به عنوان تغییر شکل حلقه داخلی در امتداد مسیر مسابقه منتقل می شود.
حلقه های داخلی و خارجی رولبرینگ ها با غلتک های استوانه ای به صورت جداگانه نصب می شوند. حلقه آزاد یاتاقان نباید به زور وارد مجموعه غلتکی شود، زیرا باعث ایجاد علائم طولی روی سطوح نورد می شود. هنگام نصب حلقه های یاتاقان روی شفت (یا در محفظه)، آنها باید نسبت به دیگری چرخانده شوند. برای یاتاقان های دارای غلتک استوانه ای، پس از نصب، جابجایی نسبی حلقه های بیرونی و داخلی در جهت محوری باید بررسی شود. برای یاتاقان هایی با غلتک های بلند نباید بیش از 0.5-1.5 میلی متر باشد (مقادیر بزرگتر برای یاتاقان های با اندازه های بزرگ داده شده است).
برای یاتاقان هایی که تحت بارهای سنگین و سرعت های بالا کار می کنند، لازم است فاصله شعاعی افزایش یافته باشد، زیرا افزایش دمای رینگ ها می تواند منجر به گرفتگی یاتاقان شود. برای نصب یاتاقان های کوچک و متوسط با تداخل تضمین شده، توصیه می شود از پرس هیدرولیک، پنوماتیک یا مکانیکی استفاده کنید.
 اغلب برای تسهیل نصب، بلبرینگ های سوزنی (مخصوصاً انواع ناقص و چند ردیفه) با استفاده از بوش یا غلتک های کمکی مونتاژ می شوند که قطر بیرونی آن 0.2-0.3 میلی متر کمتر از قطر شفت است. پس از گذاشتن سه ردیف سوزن (آنها را با گریس "چسبان" می کند)، یک آستین کمکی با قطر کاهش یافته به جای شفت یا حلقه داخلی وارد حلقه بیرونی می شود. سپس غلتک محکم به انتهای آستین فشار داده می شود و به سمت آن حرکت می کند موقعیت کاریبیرون راندن بوش غلتک دارای یک پخ است که سوزن های جلسه را بالا می برد و نصب را تسهیل می کند.
اغلب برای تسهیل نصب، بلبرینگ های سوزنی (مخصوصاً انواع ناقص و چند ردیفه) با استفاده از بوش یا غلتک های کمکی مونتاژ می شوند که قطر بیرونی آن 0.2-0.3 میلی متر کمتر از قطر شفت است. پس از گذاشتن سه ردیف سوزن (آنها را با گریس "چسبان" می کند)، یک آستین کمکی با قطر کاهش یافته به جای شفت یا حلقه داخلی وارد حلقه بیرونی می شود. سپس غلتک محکم به انتهای آستین فشار داده می شود و به سمت آن حرکت می کند موقعیت کاریبیرون راندن بوش غلتک دارای یک پخ است که سوزن های جلسه را بالا می برد و نصب را تسهیل می کند.
بلبرینگ های سوزنی حلقه ای کشیده شده باید با استفاده از پرس دستی یا مکانیکی به داخل محفظه فشار داده شوند. برای اطمینان از صحت موقعیت یاتاقان در سوراخ محفظه، پانچ پرس مجهز به یک توقف قفل است.
پس از اتمام عملیات مونتاژ، ورود روان کننده به واحدهای بلبرینگ، که توسط مستندات فنی پیش بینی شده است، و بالانس کردن، باید کیفیت نصب بلبرینگ ها در سرعت کم بدون بار بررسی شود. در عین حال، صدای بلبرینگ های چرخان با گوشی پزشکی گوش داده می شود. بلبرینگ هایی که به درستی سوار شده و به خوبی روغن کاری شده اند، صدایی شفاف، پیوسته و یکنواخت در حین کار تولید می کنند. صدای شدید ممکن است نشان دهنده نصب نادرست، ناهماهنگی، آسیب ناشی از استفاده باشد ساز کوبه ای، صدای ناهموار - در مورد ورود ذرات خارجی به بلبرینگ ، تون فلزی - در مورد فاصله ناکافی در یاتاقان.
یک شاخص جامع از کیفیت و پایداری مجموعه بلبرینگ دمای آن است. دلیل افزایش دما ممکن است یک فاصله کوچک در یاتاقان یا پیش بارگذاری بیش از حد زیاد، کمبود روان کننده، افزایش گشتاور اصطکاک به دلیل سایش سطوح کار یاتاقان یا ناهماهنگی متقابل حلقه ها باشد. ترکیبی از این دلایل ممکن است. دمای بلبرینگ نباید بیش از 80 درجه سانتیگراد باشد. اگر علائم منفی بالا ظاهر شد، باید در طول مونتاژ مجدد حذف شوند.
برچیدن واحدهای بلبرینگ
برچیدن ماشین ها، مکانیزم ها و دستگاه ها می تواند به دلیل خرابی قطعات مونتاژ یا خرابی بلبرینگ انجام شود. در حالت اول، در حین جداسازی، لازم است بلبرینگ را برای استفاده مجدد ذخیره کنید و در حین برچیدن، انتقال نیروی فشار از طریق عناصر نورد غیرممکن است، زیرا این می تواند باعث ایجاد فرورفتگی در مسیرهای مسابقه شود. یاتاقان های جداسازی نصب شده با تداخل مستقیماً روی آن قرار می گیرند  گردن شفت (شکل 14 الف) یا داخل محفظه (شکل 14 ب) بهتر است با استفاده از پرس دستی یا هیدرولیک تولید شود.
گردن شفت (شکل 14 الف) یا داخل محفظه (شکل 14 ب) بهتر است با استفاده از پرس دستی یا هیدرولیک تولید شود.
 برچیدن یاتاقان های غیرقابل جداسازی باید با حلقه ای شروع شود که دارای تناسب کشویی سبک است، معمولاً این حلقه ها در محفظه ها حلقه های غیر چرخشی هستند و سپس برای مثال از یک پیچ گیر مخصوص، حلقه داخلی استفاده می شود که به یک دستگاه تعبیه شده است. تداخل مناسب بر روی شفت، حذف می شود. از بین بردن حلقه داخلی را می توان با یک پیچ کش دستی اهرمی انجام داد.
برچیدن یاتاقان های غیرقابل جداسازی باید با حلقه ای شروع شود که دارای تناسب کشویی سبک است، معمولاً این حلقه ها در محفظه ها حلقه های غیر چرخشی هستند و سپس برای مثال از یک پیچ گیر مخصوص، حلقه داخلی استفاده می شود که به یک دستگاه تعبیه شده است. تداخل مناسب بر روی شفت، حذف می شود. از بین بردن حلقه داخلی را می توان با یک پیچ کش دستی اهرمی انجام داد.
طرح های زیادی برای نصب کشش BALTECH وجود دارد. به عنوان مثال، می توان آن را از طریق سوراخ های طراحی شده برای اتصال پوشش ثابت کرد (شکل 15a). در این حالت، نیروی برچیدن از طریق یک مهره مخصوص به حلقه بیرونی بلبرینگ منتقل می شود و آن را همراه با شفت از محفظه خارج می کند.
 اغلب، شیارهایی روی محور مجاور شانه ایجاد می شود تا پاهای کشنده را در خود جای دهد (شکل 15b).
اغلب، شیارهایی روی محور مجاور شانه ایجاد می شود تا پاهای کشنده را در خود جای دهد (شکل 15b).
اگر گیره های کشنده به فلنج حلقه داخلی بلبرینگ نرسد، می توان از طریق قسمت مجاور نیرو وارد کرد (شکل 16a).
 اگر فضای خالی پشت بلبرینگ وجود داشته باشد، از کشنده ها به وسیله قطعات کمکی مختلف متصل می شوند: نیم حلقه های جفت (شکل 16b)، براکت ها و گیره ها.
اگر فضای خالی پشت بلبرینگ وجود داشته باشد، از کشنده ها به وسیله قطعات کمکی مختلف متصل می شوند: نیم حلقه های جفت (شکل 16b)، براکت ها و گیره ها.
به عنوان یک استثنا، در صورت عدم امکان استفاده از گیره برای حلقه داخلی، گرفتن برای حلقه بیرونی مجاز است (شکل 17a). با این حال، این خطر آسیب به یاتاقان را افزایش می دهد؛ در این مورد، توصیه می شود که خود جداسازی با چرخاندن دستگیره ها با پیچ کشنده در یک موقعیت ثابت انجام شود.
اگر بلبرینگ روی شانه قرار گیرد، می توان آن را با استفاده از یک دریفت فلزی نرم جدا کرد (شکل 17 ب).
 یاتاقان های دارای غلاف آداپتور را می توان با استفاده از یک مهره شکاف دار (شکل 18a) و یک آستین نصب، و یک مهره هیدرولیک (شکل 18b) و یک حلقه رانش جدا کرد.
یاتاقان های دارای غلاف آداپتور را می توان با استفاده از یک مهره شکاف دار (شکل 18a) و یک آستین نصب، و یک مهره هیدرولیک (شکل 18b) و یک حلقه رانش جدا کرد.
 یاتاقان های دارای آستین خروجی را می توان با استفاده از مهره شکاف دار BALTECH H که با آچار روی نخ آستین پیچ می شود، جدا کرد.
یاتاقان های دارای آستین خروجی را می توان با استفاده از مهره شکاف دار BALTECH H که با آچار روی نخ آستین پیچ می شود، جدا کرد.
در مورد استفاده از مهره هیدرولیک (شکل 19a)، پیستون بر روی رینگ داخلی بلبرینگ فشار میآورد و آستین خروجی را جابجا میکند تا تداخل از بین رفته و یاتاقان به راحتی از بین برود. قابل اطمینان ترین طرحی است که در آن روغن علاوه بر این به سطوح جفت گیری یاتاقان و بوش عرضه می شود.
برچیدن با استفاده از گرمایش القایی (شکل 19b) برای حلقه های غلتکی داخلی راحت تر است. بلبرینگ های استوانه ای. ابعاد و شکل طراحی بخاری به ابعاد کلی و طراحی واحد بلبرینگ بستگی دارد.
