Встановлення кулькових підшипників. Встановлення та демонтаж підшипників
Сторінка 1
Монтаж підшипників кочення на щоках колінчастого валу можливий, але при цьому конструкція двигуна подорожчає, незважаючи на зменшення його довжини, зумовлене компактністю розташування корінних опор.
Монтаж підшипників кочення виконують з натягом: на валу, корпусі або на валу і в корпусі.
Монтаж підшипників кочення при ремонті автомобілів, крім заміни деталей новими, проводиться на шийки валів, відновлених у різний спосібнаплавлення та гальванічних покриттів. Тому важливо забезпечити міцність посадок підшипників кочення на відновлені шийки валів.
Монтаж підшипників кочення зводиться до встановлення їх на вал за допомогою молотка та оправки при малих розмірах або з попереднім підігрівом у маслі (до 90 С) - при великих розмірах та значних натягах. При правильній їх складання повинен бути зазор між тілами кочення та кільцями. Під час встановлення конічних підшипників забезпечують осьові зазори, передбачені технічною документацією. У разі неправильної установки підшипники демонтують за допомогою знімача. Передача зусилля на тіла кочення при монтажі та демонтажі не допускається.
Монтаж підшипників кочення ведуть з такої послідовності. З підшипника змивають консистентне заводське мастило сумішшю бензину і 60% - ного мінерального масла. Потім підшипник просушують та оглядають. Деталі підшипника мають обертатися без стукоту. Підшипники, деталі яких мають кольори втечі, тріщини, вибоїни – подряпини, монтувати не можна.
| Установка шатуном. |
Перед монтажем підшипників кочення перевіряються та готуються місця для їх посадки. Виявлені незначні дефекти усуваються дома шабровкою, а великі - на верстаті.
Зрозуміло, потрібна достатня кваліфікація персоналу. Біля робочого місця не повинно знаходитися обладнання, яке виробляє металеву стружку та використане масло.Слідування встановленим технологіями, а також відповідність заданим розмірностям деталей. Для цього потрібне промивання підшипника в розчині. У такому вигляді довго зберігати підшипники забороняється.
У процесі установки слід акуратно ставитись до підшипників і не піддавати їх ударами об тверду поверхню. Монтаж підшипників починається з процесу розконсервації. Для цього підшипник обробляється олією з температурою в 90 ° С, після чого слід промивка в 6.8%.ном з'єднанні з олії та бензину. Потрібно пам'ятати, що довго зберігати підшипники без належного захисту забороняється, тому після розконсервації затягувати з установкою підшипника не слід. Підшипник повинен відповідати всім ключовим показникам, включаючи зовнішній вигляді легкість обертання, а конструкція підшипника має бути пошкоджена. Якщо підшипник має відкритий тип, його сполучні елементи повинні бути щільно закріплені, а в закритих підшипниках захисні шайби повинні бути цілими. Рекомендується перевіряти обертання підшипника або вручну або спеціальними пристроями (монтажним інструментарієм). Компанія "Проінтек" займається поставкою монтажного інструменту відомих виробників, ви можете вибрати необхідний інструмент, перейшовши в каталог
Радіальний проміжок на підшипнику перевіряється індикатором. Будь-яке кільце підшипника закріплюється в горизонтальному положенні осі, після чого вільне кільце зміщують по радіальному напрямку два протилежних положення. Різниця отриманих вимірів є зазором. Процедура повторюється за вертикального положення осі. У разі потреби зазор можна підкоригувати щупом.
Монтажна поверхня не повинна бути пошкоджена або мати ознаки корозійного зараження. Посадкові поверхні, якщо вони знаходяться на одній осі, не повинні бути відхилені більше за встановлену в документації межу. Якщо підшипники монтують у різні корпуси, але є опорою для єдиного валу, то співвісність роздільних корпусів, коригується з допомогою прокладок. На одній посадковій шийці, якщо там будуть встановлені два радіальні підшипники, різниця в зазорі не може бути більше 0,03 мм. Всі робочі поверхні, які контактуватимуть з підшипником, повинні бути чистими та обробленими мастилом.
Не можна встановлювати підшипник за допомогою передачі зусиль з одного кільця в інше через тіла кочення. Зусилля мають передаватися на торці кілець.
Щоб сепаратор не пошкодився у зв'язку з неправильним методом встановлення, не слід додавати монтажний тиск. Робити удари по кільцю можна лише через втулку. Відкриті підшипники з циліндричним отвором перед встановленням на вал з натягом потрібно обробляти підігрітим до 90 ° С маслом. Установка підшипників, які мають захисну шайбу, передбачає попереднє підігрів деталі в термостаті. Монтаж великих підшипників потребує використання гідравлічного розпору. Цей пристрій підходить для підшипників, які мають діаметр конічного отвору більше 120 мм.
Процес монтажу повинен здійснюватися таким способом, щоб тиск на кільце, що монтується, розподілялося рівною мірою на все коло. Для цього використовуються труби з більшим внутрішнім діаметром, ніж діаметр кільця, а зовнішній діаметр труби повинен бути менше, ніж у кільця, що монтується. На кінці труби, що є вільним, закріплюється сферична заглушка, на яку додається зусилля під час встановлення підшипника.
Тільки з допомогою механічного чи гідравлічного преса слід створювати зусилля під час встановлення підшипника. Підшипники малих розмірностей допускають використання монтажної труби із заглушкою для створення зусилля, але в цьому випадку доведеться стежити за рівномірним осьовим переміщенням кільця.
Дворядні сферичні підшипники з конічним отвором слід встановлювати на циліндричному валу, використовуючи при цьому втулки, а якщо вал має конічну шийку, то встановлювати підшипник потрібно саме на цю шийку. Якщо підшипник отвір не перевищує 70 мм, то монтаж виконується втулкою, де натискна частина впливає на торець внутрішнього кільця. Якщо діаметр перевищує 100 мм, підшипник встановлюється гідравлічним способом. Найбільші слід перед встановленням нагрівати. У голчастого підшипника остання голка має залишати невеликий запас у просторі – для цього вона повинна мати менший діаметр.
При монтажі підшипника слід щупом перевіряти щільність розташування торців кілець до торців рюкзаків. Також слід перевіряти коректне розташування підшипників на одному валі. Осьовий зазорперевіряється підключенням індикатора до торця зібраного вузла та визначається різницею отриманих вимірювань при крайніх осьових положеннях валу.
Щоб електрошпинделі для шліфування мали точне обертання, зазори потрібно вибирати, роблячи стабільний натяг на підшипник. Для досягнення даного ефекту осьове зусилля, прикладене до кільця, що обертається, проходить через тарированную пружину.
Встановлені підшипники з циліндричними роликами повинні мати зміщення внутрішнього та зовнішнього кільця в напрямку осі, причому для підшипника з короткими роликами цей показник повинен становити не більше 0,5 мм, а для деталі з довгими роликами більше 1 мм.
Після встановлення підшипника слід перевірити його стан роботи. У робочому процесі повинно бути чутно сторонніх шумів, включаючи свист і дзвінкий звук металу. Поява вібрації може свідчити про наявність зайвих частинок на доріжці кочення.
Температура підшипника не повинна перевищувати температури довкіллябільш ніж на 30 ° С, але це за умови, що режим роботи підшипника є звичайним.
Зберігати розконсервовані підшипники більш як дві години без захисту від корозії не допускається.
Поверхні валів і корпусів, що сполучаються з підшипником перед монтажем підшипників повинні бути ретельно промиті, протерті, просушені і змащені тонким шаром мастильного матеріалу, канавки для підведення мастильного матеріалу повинні бути продуті і очищені.
Щоб уникнути затискання підшипників при монтажі в роз'ємних корпусах, допускається мати фаски в місцях стику посадкових поверхонь.
При монтажі підшипника силу запресування слід прикладати безпосередньо до кільця, що запресовується - внутрішнього при монтажі на вал і зовнішньому при монтажі в корпус. Забороняється проводити монтаж таким чином, щоб сила передавалася з одного кільця через тіла кочення на інше. Не допускається застосування монтажних сил до сепаратора.
При монтажі підшипників відкритого типу з циліндричним отвором на вал із натягом підшипник доцільно попередньо нагріти у масляній ванні. Для цього підшипник занурюють у ванну з чистою мінеральною олією, що володіє високою температурою спалаху, нагрітим до 80-90ºС, і витримують протягом 10-15хв.
При монтажі підшипників із захисними шайбами та постійно закладеним мастильним матеріалом їх нагрівання до тієї ж температури проводять у термостаті.
Для монтажу великогабаритних підшипників (з отвором діаметром більше 300мм) доцільно застосування гідравлічного розпору, що забезпечує найбільш якісну установку підшипника: відсутність пошкоджень монтажних поверхонь і високу продуктивність. Цей спосіб доцільний також для монтажу підшипників з внутрішнім отвором конічним діаметром більше 120мм.
Під час встановлення підшипника в корпус з натягом рекомендують попередньо охолодити підшипник (рідким азотом або сухим льодом) або нагріти корпус.
Найбільш доцільні способи монтажу, при яких реалізують одночасний і рівномірний тиск по всьому колу кільця, що монтується. При таких способах не виникає перекіс кільця, що монтується.
Для здійснення подібних способів застосовують монтажні склянки: труби з м'якого металу, внутрішній діаметр яких дещо більший за діаметр отвору кільця, а зовнішній - трохи менше зовнішнього діаметра кільця. На вільному кінці труби встановлюють заглушку зі зовнішньою сферичною поверхнею, до якої і прикладають силу при монтажі. У монтажних склянках передбачають отвір для вільного виходу повітря із внутрішньої порожнини склянки при запресуванні підшипника на вал.
На рис. 39 показані можливі способи встановлення підшипників.
Осьову силу при монтажі створюють за допомогою механічних чи гідравлічних пресів. Якщо вал, на якому монтують підшипник, має різьбовий кінець, то підшипник можна монтувати за допомогою труби, подібної до описаної вище (але без заглушки), до якої прикладають осьову силу шляхом обертання спеціальної гайки з великим різьбленням щодо проміжної втулки, нагвинченої на різьбовий кінець валу (Рис. 39, б). За відсутності гідравлічних та механічних пристроїв при одиничному виробництві та монтажі з невеликими натягами підшипників малих розмірів може бути допущено нанесення несильних ударів молотком через монтажну склянку із заглушкою. Не можна завдавати ударів безпосередньо по кільцю.
Рис. 39. Встановлення підшипників на вал (а), корпус (б), одночасно на вал і корпус (в)
За будь-яких способів монтажу, особливо при монтажі за допомогою молотка, необхідно ретельно стежити за забезпеченням рівномірного, без перекосу, осьового переміщення кільця. Наявність перекосу при монтажі призводить до утворення задирів на посадковій поверхні, неправильній установці підшипника, що скорочує його ресурс, а в окремих випадках - до розриву кільця, що монтується.
Дворядні сферичні кулькові та роликові підшипники з конічним отвором встановлюють на циліндричному валу за допомогою закріплювальних і стяжних втулок, а на валах з конічною шийкою - безпосередньо. Монтаж підшипників з отвором до 70мм та нормальними натягами виконують за допомогою монтажної втулки, що навертається на різьбовий кінець валу. Натискна частина впливає на торець закріпної втулки або безпосередньо на торець внутрішнього кільця (при монтажі без закріплювальних та стяжних втулок).
Підшипники діаметром понад 70 мм слід монтувати гідравлічними методами. Так як у міру осьового просування втулки закріплення внутрішнє кільце деформується (розширюється), радіальний зазор в підшипнику зменшується. Радіальний проміжок необхідно контролювати за допомогою щупа. Допустиме мінімальне значення Δ min сбрадіального зазору, мм, після збирання вузла для підшипників, виготовлених із зазорами нормальної групи за ГОСТ 24810-81, орієнтовно може бути визначено за формулою:
Δ min сб=d/3000,
де d - номінальний діаметр отвору підшипника, мм.
При монтажі дворядних сферичних підшипників з конічним отвором кільця можуть деформуватися та змінювати форму поверхонь кочення. У цих випадках, особливо при d>100мм, слід вимірювати при монтажі (і після монтажу) радіальний зазор щупом не тільки у вертикальній площині, але також у осьовій горизонтальній площині підшипника. Зазор визначають як середнє арифметичне трьох вимірювань у кожній із площин (з поворотом послідовно на 120°).
Великогабаритні (d>300мм) сферичні роликові підшипникиДоцільно перед монтажем розігріти до 60-70°С.
У процесі установки підшипників (особливо сприймають осьові сили), там де це можливо, за допомогою щупа або світлової щілини слід переконатися в щільному і правильному (без перекосів) приляганні торців кілець підшипника до торців заплічників. Такій же перевірці повинні бути піддані протилежні торці підшипників і торці деталей, що притискають їх в осьовому напрямку.
Необхідний осьовий зазор радіально-завзятих і упорних підшипниківвстановлюють осьовим усуненням зовнішнього або внутрішнього кілець за допомогою прокладок гайок, розпірних втулок. Для перевірки осьового зазору у зібраному вузлі до торця вихідного кінця валу підводять вимірювальний наконечник індикатора, укріплений на твердій стійці. Осьовий зазор визначають різницею показань індикатора при крайніх осьових положеннях валу. Зміщують в осьовому напрямку до щільного контакту тіл кочення з поверхнею кочення відповідного зовнішнього кільця.
Для підвищення точності обертання особливо в швидкохідних вузлах, наприклад, електрошпинделяхдля шліфування, зазор у радіально-упорних підшипникахвибирають, створюючи стабільний натяг, що забезпечує точне фіксування тіл кочення на доріжках кочення. Цього досягають додатком до кільця, що не обертається, підшипника осьової сили за допомогою однієї або декількох тарованих пружин.
Необхідно перевірити правильність взаємного розташування підшипників в опорах одного валу.
Вал після монтажу повинен обертатися від руки легко, вільно та рівномірно.
Після завершення складальних операцій та введення в підшипникові вузли мастильного матеріалу, передбаченого технічною документацією, слід перевірити якість монтажу підшипників пуском складальної одиниці на низьких обертах без навантаження. При цьому прослуховують шум підшипників, що обертаються, за допомогою стетоскопа або труби. Правильно змонтовані та добре змащені підшипники під час роботи створюють ясний, безперервний та рівномірний шум.
Поява різкого шуму може свідчити про неправильний монтаж, перекоси, пошкодження від застосування ударного інструменту, нерівномірний шум - про попадання сторонніх частинок у підшипник, шум металевого тону - про достатній зазор у підшипнику.
Комплексним показником якості та стабільності роботи підшипникового вузла є його температура. Причиною підвищеної температури може бути малий зазор (або надмірно великий натяг) у підшипнику, недолік мастильного матеріалу, збільшений момент тертя внаслідок підвищеного взаємного перекосу кілець.
Для оцінки поточного стану працюючих підшипникових вузлів без зупинки та розбирання виробу та для своєчасного виявлення перших ознак початку руйнування (вифарбовування на робочих поверхнях кілець та тіл кочення) найбільш доцільно застосування методів та приладів віброакустичноїдіагностики та особливо приладів для оцінки ударної вібрації. Методика діагностики наведена у ГОСТ Р 50891-96 (додаток В).
Зберігати розконсервовані підшипники більш як дві години без захисту від корозії не допускається. Як і будь-яка точна деталь, підшипники кочення вимагають акуратного поводження під час монтажу. Поверхні валів і корпусів, що сполучаються з підшипником перед монтажем підшипників повинні бути ретельно промиті, протерті, просушені і змащені тонким шаром мастильного матеріалу, канали для підведення мастильного матеріалу повинні бути продуті і очищені. Щоб уникнути затискання підшипників при монтажі в роз'ємних корпусах, допускається мати фаски в місцях стику їх посадкових поверхонь. Під час монтажу підшипника силу запресування слід прикладати безпосередньо до кільця, що запресовується.- Внутрішньому при монтажі на вал і зовнішньому при монтажі в корпус. Якщо обидва кільця повинні бути встановлені з натягом, сила повинна передаватися безпосередньо і одночасно обом кільцям. Забороняється проводити монтаж таким чином, щоб сила передавалася з одного кільця через тіла кочення на інше. Не допускається застосування монтажних сил до сепаратора.
Для монтажу підшипників або тільки кілець (для розбірних конструкцій) на вал або в корпус, крім пресів, можна використовувати також механічний монтажний інструмент (накидні, ударні, торцеві ключі), гідравлічні (гідрогайки, гідрораспор) або нагрівальні пристрої. При монтаж підшипників відкритого типуз циліндричним отвором на вал із натягом підшипник доцільно попередньо нагріти. Необхідна різниця температур ∆t між кільцем підшипника і валом або корпусом залежить від величини натягу при посадці та посадкового діаметра кільця. Орієнтовні значення різниці температур ∆tпри деяких полях допусків, що найчастіше застосовуються, можна визначити за рис. 1.
Неприпустимо нагрівати підшипники до температур понад 125 °С, оскільки можуть відбутися зміни структури матеріалу підшипника. Рівномірного нагріву можна досягти за допомогою індукційних нагрівачів, нагрівальних електроплиток із термостатом та масляної ванни. В останньому випадку підшипник занурюють у ванну з нагрітим до необхідної температури чистим мінеральним маслом, що має високу температуру спалаху, і витримують протягом 10...15хв. При монтаж підшипників із захисними шайбами.і постійно закладеним мастильним матеріалом їх нагрівання проводять у термостаті.
Принцип індукційного нагріву. Принцип дії індукційного нагрівача той самий, як і звичайного трансформатора. На сталевому магнітопроводі є первинна обмотка з більшим числомвитків. Підшипник або інша деталь, що нагрівається виконує роль вторинної короткозамкнутої обмотки. Співвідношення напруги на первинній і вторинній обмотках дорівнює відношенню числа витків, тоді як потужність залишається постійною. Таким чином, в деталі, що нагрівається, циркулює струм великої силиі малої напруги, що викликає її інтенсивне розігрів. При цьому первинна обмотка та магнітопровід нагрівача залишаються не нагрітими. Основу індукційного нагрівача, наприклад фірми SKF, становить високочастотний трансформатор, який працює аналогічно імпульсним блокам живлення електронної техніки (телевізорів, комп'ютерів та ін.) та відрізняється дуже малим споживанням енергії. Внаслідок електромагнітної індукції під час індукційного нагрівання підшипник намагнічується. Тому важливо забезпечити після нагрівання розмагнічування підшипника, щоб не притягувалися до нього металеві частинки забруднень. Для монтажу підшипниківз отвором діаметром понад 50мм доцільно застосування гідравлічного розпору, забезпечує найбільш якісну установку підшипника: відсутність будь-яких пошкоджень монтажних поверхонь і високу продуктивність.
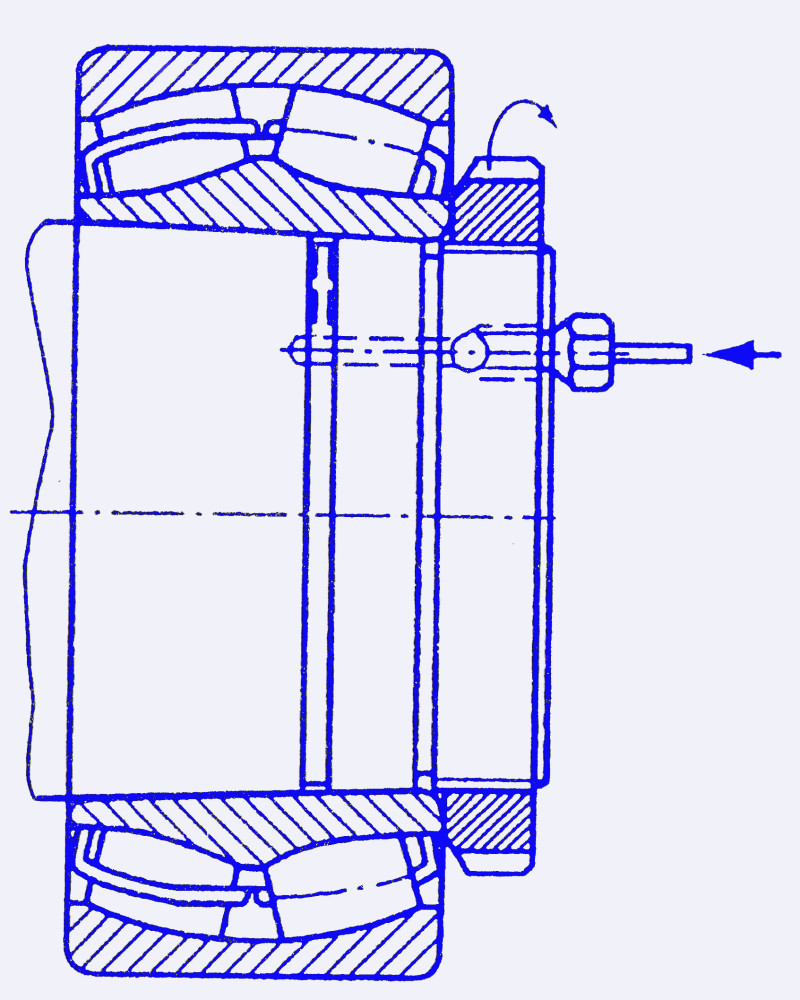
На рис. 2 наведена схема установки підшипника з конусним отвором на вал із застосуванням гідрораспору. Олію під тиском 50 Мпа подають плунжерним насосом через отвір у канавку валу під внутрішнє кільце підшипника і розпирають його. Обертанням гайки підшипник переміщують в осьовому напрямку до місця встановлення. Також встановлюють підшипник з циліндричним отвором. Однак при монтажі підшипників на циліндричній ділянці їх обов'язково доводять до упору в заплечик валу.
Як видно з малюнка, при монтажі підшипника із застосуванням гідрораспору в конструкції валу повинні бути передбачені: різьбова ділянка під гайку, різьбовий отвір для штуцера маслопроводу (М6 при d≤100 мм), отвір (Ø2,5 мм) і канавка (ширина 3 мм) , глибина 0,5 мм) для подачі олії.
При встановлення підшипника в корпус з натягомрекомендують попередньо охолодити підшипник до температури (-70 ... -75) ° С в термостаті з сухим льодом або нагріти корпус на 20 ... 50 ° С вище за температуру підшипника.
Найбільш доцільні способи монтажу, при яких реалізують одночасний і рівномірний тиск по всьому колу кільця, що монтується. При таких способах не виникає перекіс кільця, що монтується. Для здійснення подібних способів застосовують монтажні склянки- Труби з м'якого металу, внутрішній діаметр яких трохи більше діаметра отвору кільця, а зовнішній - трохи менше зовнішнього діаметра кільця. На вільному кінці труби встановлюють заглушку зі зовнішньою сферичною поверхнею, до якої і прикладають силу при монтажі. У монтажних склянках передбачають отвір для вільного виходу повітря із внутрішньої порожнини склянки при запресуванні підшипника на вал.
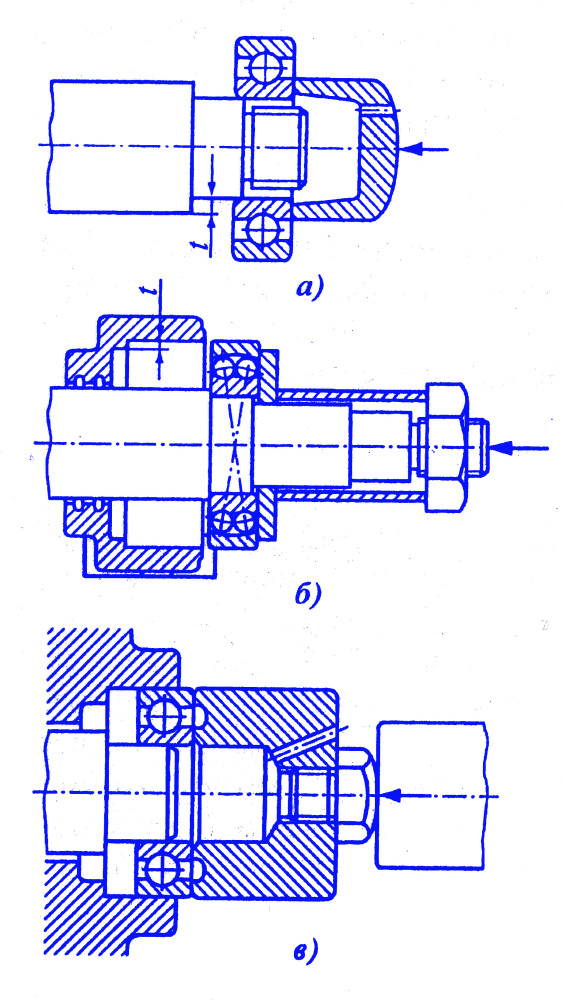
На рис. 3 показані можливі способи встановлення підшипників на вал (рис. 3, а), корпус (рис. 3, б), одночасно на вал і в корпус (рис. 3, в). Щоб сила при установці прикладалася рівномірно до обох кільцях, опорні поверхні кільця повинні лежати в одній площині. Це дозволяє запобігти перекісу зовнішнього кільця. При цьому слід враховувати, що кульки деяких типорозмірів сферичних дворядних підшипників виступають на 0,7...2,8 мм за торці кілець і, отже, на проміжному кільці встановлення повинна бути передбачена проточка, щоб воно не пошкодило кульки.
Осьову силу при монтажі створюють за допомогою механічних або гідравлічних пресів. Якщо вал, на якому монтують підшипник, має різьбовий кінець, то підшипник можна монтувати за допомогою труби, подібної до описаної вище (але без заглушки), до якої прикладають осьову силу шляхом обертання спеціальної гайки з великим різьбленням щодо проміжної втулки, нагвинченої на різьбовий кінець валу (Рис. 3, б). За відсутності гідравлічних та механічних пристроїв при одиничному виробництві та монтажі з невеликими натягами підшипників малих розмірів (d ≤ 50 мм, маса 1 кг) може бути допущене нанесення несильних ударів молотком через монтажну склянку із заглушкою, виконані з ударостійкого матеріалу. Не можна завдавати ударів безпосередньо по кільцю.
При будь-яких способах монтажу, особливо при монтажі за допомогою молотка, необхідно ретельно стежити за забезпеченням рівномірного, без перекосу, осьового переміщення кільця. Наявність перекосу при монтажі призводить до утворення задирів на посадковій поверхні, неправильній установці підшипника, що скорочує його ресурс, а в окремих випадках - до розриву кільця, що монтується.
Дворядні сферичні кулькові та роликові підшипники з конічним отвором встановлюють на циліндричному валуза допомогою закріплювальних та стяжних втулок, а на валах із конічною шийкою-безпосередньо. Монтаж підшипників з отвором до 70мм та нормальними натягами виконують за допомогою монтажної втулки, що навертається на різьбовий кінець валу. Натискна частина впливає на торець закріпної втулки або безпосередньо на торець внутрішнього кільця (при монтажі без закріплювальних та стяжних втулок). Підшипники діаметром понад 70мм слід монтувати гідравлічними методами(за допомогою гідравлічних гайок або пристроїв для нагнітання масла під кільце, що встановлюється). Так як у міру осьового просування закріпної втулки внутрішнє кільце деформується (розширюється), радіальний зазору підшипнику зменшується. Радіальний проміжок необхідно контролювати за допомогою щупа. Допустиме мінімальне значення Δmin сб радіального зазору, мм, після збирання вузла для підшипників, виготовлених із зазорами нормальної групи за ГОСТ 24810-81, орієнтовно може бути визначено за формулою:
Δ min сб = d/3000,
де d – номінальний діаметр отвору підшипника, мм.
При монтажі дворядних сферичних підшипників з конічним отвором кільця можуть деформуватися та змінювати форму поверхонь кочення. У цих випадках, особливо при d>100мм, слід вимірювати при монтажі (і після монтажу) радіальний зазор щупом не тільки у вертикальній площині, але також у осьовій горизонтальній площині підшипника. Зазор визначають як середнє арифметичне трьох вимірювань у кожній із площин (з поворотом послідовно на 120°). Великогабаритні (d>300мм) сферичні роликові підшипники доцільно перед монтажем розігріти до 60...70 °С.
У процесі установки підшипників (особливо сприймають осьові сили), там, де це можливо, за допомогою щупа або світловою щілиною слід переконатися в щільному і правильному (без перекосів) приляганні торців кілець підшипника до торців заплічників.. Такій же перевірці повинні бути піддані протилежні торці підшипників і торці деталей, що притискають їх в осьовому напрямку.
Повинен бути встановлений необхідний осьовий зазор радіально-упорних та завзятих підшипників.що здійснюють, починаючи з нульового зазору, осьовим зміщенням зовнішнього або внутрішнього кільця за допомогою прокладок, гайок, каліброваних дистанційних втулок. Практичні методи, що використовуються для регулювання та вимірювання зазору, вибирають виходячи з конкретних умов і в залежності від того, чи здійснюється одиничне або серійне складання. Для перевірки осьового зазору у зібраному вузлі, наприклад, до торця вихідного кінця валу підводять вимірювальний наконечник індикатора, укріпленого на твердій стійці. Осьовий зазор визначають за різницею показань індикатора при крайніх осьових положеннях валу. Вал зміщують в осьовому напрямку до щільного контакту тіл кочення з поверхнею кочення відповідного зовнішнього кільця.
При регулюванні конічних роликопідшипників та перед вимірюванням зазору обов'язково потрібно провернути кілька разів вал (або корпус) в обох напрямках, щоб переконатися, що торці роликів знаходяться у відповідному контакті з напрямними бортами внутрішніх кілець.
Для підвищення точності обертання, особливо в швидкохідних вузлах, наприклад, в електрошпинделях для шліфування, зазор у радіально-упорних підшипниках вибирають, створюючи стабільний натяг, що забезпечує точне фіксування тіл кочення на доріжках кочення. Цього досягають додатком до кільця, що не обертається, підшипника осьової сили за допомогою однієї або декількох тарованих пружин.
Необхідно перевірити правильність взаємного розташуванняпідшипників в опорах одного валу
Вал після монтажу повинен обертатися від руки легко, вільно та рівномірно.
Після завершення складальних операцій та введення в підшипникові вузли мастильного матеріалу, передбаченого технічною документацією, слід перевірити якість монтажу підшипників пуском складальної одиниці з низькою частотою при частковому навантаженні. Не можна проводити випробування без навантаження або відразу розганяти підшипники до високих частот обертання, так як тіла кочення можуть при цьому почати прослизати по доріжці кочення і пошкодять її. При цьому прослуховують шум підшипників, що обертаються, за допомогою електронних діагностичних приладів, стетоскопа, труби або через дерев'яну паличку, викрутку. Інструмент слід встановити на корпус якомога ближче до підшипника. Правильно змонтовані та добре змащені підшипники при роботі створюють ясний, безперервний та рівний шум.
(За матеріалами книги: О.П. Леліков. Вали та опори з підшипниками кочення. Конструювання та розрахунок. М., Машинобудування. 2006)
