نصب بلبرینگ. نصب و جداسازی بلبرینگ ها
صفحه 1
امکان نصب بلبرینگ های غلتکی بر روی گونه های میل لنگ وجود دارد، اما در عین حال، طراحی موتور با وجود کاهش طول آن به دلیل چیدمان فشرده یاتاقان های اصلی، گران تر می شود.
نصب بلبرینگ های غلتشی با تداخل مناسب انجام می شود: روی شفت، در محفظه یا روی شفت و در محفظه.
نصب یاتاقان های غلتشی در حین تعمیر خودرو، به استثنای تعویض قطعات با قطعات جدید، بر روی گردن شفت های بازسازی شده انجام می شود. روش های مختلفپوشش های سطحی و گالوانیکی بنابراین، اطمینان از استحکام تناسب یاتاقانهای غلتشی روی ژورنالهای شافت بازسازیشده بسیار مهم است.
نصب یاطاقان نورد به نصب آنها بر روی شفت با چکش و سنبه برای اندازه های کوچک یا با پیش گرمایش در روغن (تا 90 درجه سانتیگراد) کاهش می یابد - برای اندازه های بزرگ و تداخل قابل توجه. با مونتاژ صحیح آنها، باید بین عناصر نورد و حلقه ها فاصله وجود داشته باشد. هنگام نصب یاتاقان های مخروطی، فاصله های محوری ارائه شده توسط اسناد فنی ارائه می شود. در صورت نصب نادرست، بلبرینگ ها با استفاده از کشنده جدا می شوند. انتقال نیرو به عناصر نورد در هنگام مونتاژ و جداسازی قطعات مجاز نیست.
نصب بلبرینگ های نورد به ترتیب زیر انجام می شود. بلبرینگ با مخلوطی از بنزین و روغن معدنی 60 درصد از گریس کارخانه شسته می شود. سپس بلبرینگ خشک شده و بررسی می شود. قطعات بلبرینگ باید بدون ضربه بچرخند. بلبرینگ هایی که قسمت هایی از آنها دچار تغییر رنگ، ترک، بریدگی - خراش می شوند، قابل نصب نیستند.
| نصب شاتون. |
قبل از نصب بلبرینگ های نورد، مکان های فرود آنها بررسی و آماده می شود. عیوب جزئی شناسایی شده در محل با خراشیدن از بین می روند و موارد بزرگ - روی دستگاه.
البته نیاز به صلاحیت کافی پرسنل است. در نزدیکی محل کار نباید تجهیزاتی وجود داشته باشد که براده های فلزی و روغن مصرفی تولید می کند. پیروی از فناوری های ایجاد شده و همچنین رعایت ابعاد مشخص شده قطعات. قبل از نصب، بلبرینگ ها باید برای نصب آماده شوند. این نیاز به شستشوی بلبرینگ در محلول دارد. بلبرینگ ها را نباید برای مدت طولانی به این شکل نگهداری کرد.
در طول مراحل نصب باید با دقت یاتاقان ها را درمان کنید و آنها را در معرض ضربه به سطح سخت قرار ندهید.نصب بلبرینگ ها با فرآیند زدودن شروع می شود. برای انجام این کار، بلبرینگ با روغن در دمای 90 درجه سانتیگراد تصفیه می شود و سپس در مخلوط 6.8٪ روغن و بنزین شستشو داده می شود. لازم به یادآوری است که نگهداری یاتاقان های بسته بندی نشده برای مدت طولانی بدون محافظت مناسب ممنوع است، بنابراین، پس از حذف، نباید با نصب بلبرینگ سفت شود. بلبرینگ باید تمام شاخص های کلیدی از جمله ظاهرو سهولت چرخش، و ساختار یاتاقان نباید آسیب ببیند. اگر بلبرینگ از نوع باز باشد، عناصر اتصال آن باید محکم ثابت شوند و در یاتاقان های بسته، واشرهای محافظ باید سالم باشند. توصیه می شود چرخش بلبرینگ را به صورت دستی یا با دستگاه های مخصوص (ابزار نصب) بررسی کنید. شرکت "Prointek" در زمینه تامین ابزار نصب از تولید کنندگان مشهور فعالیت دارد، شما می توانید با مراجعه به کاتالوگ ابزار لازم را انتخاب کنید.
فاصله شعاعی روی بلبرینگ با یک نشانگر بررسی می شود. هر حلقه یاتاقانی در موقعیت افقی محور ثابت می شود، پس از آن حلقه آزاد در جهت شعاعی در دو موقعیت مخالف جابجا می شود. تفاوت بین اندازه گیری های به دست آمده شکاف است. این روش با موقعیت عمودی محور تکرار می شود. در صورت لزوم، شکاف را می توان با یک سنج حسگر اصلاح کرد.
سطح نصب نباید آسیب ببیند یا علائم خوردگی را نشان دهد. سطوح نشیمنگاه در صورت قرار گرفتن در یک محور، نباید بیش از حد تعیین شده در مستندات منحرف شوند. اگر یاتاقان ها در محفظه های مختلف نصب شده باشند، اما تکیه گاه یک شفت باشند، تراز بدنه های جداگانه با استفاده از اسپیسر تنظیم می شود. در یک ژورنال یاتاقان، اگر دو یاتاقان شعاعی در آنجا نصب شده باشد، تفاوت فاصله نمی تواند بیش از 0.03 میلی متر باشد. تمام سطوح کاری که با بلبرینگ تماس خواهند داشت باید تمیز و روغن کاری شوند.
شما نمی توانید بلبرینگ را با انتقال نیرو از یک حلقه به حلقه دیگر از طریق عناصر نورد نصب کنید. نیروها باید به انتهای حلقه ها منتقل شوند.
برای جلوگیری از آسیب دیدن جداکننده به دلیل نصب نامناسب، فشار نصب را به آن وارد نکنید. شما فقط می توانید حلقه را از طریق آستین ضربه بزنید. یاتاقانهای باز با سوراخ استوانهای باید قبل از نصب بر روی شفتی با تداخل، با روغنی که از قبل تا دمای 90 درجه سانتیگراد گرم شده است، درمان شوند. نصب بلبرینگ هایی که واشر محافظ دارند شامل پیش گرم شدن قطعه در ترموستات است. نصب بلبرینگ های بزرگ نیاز به استفاده از رانشگر هیدرولیک دارد. این دستگاه برای یاتاقان هایی که قطر سوراخ مخروطی آنها بیشتر از 120 میلی متر است مناسب است.
فرآیند نصب باید به گونه ای انجام شود که فشار روی حلقه ای که قرار است نصب شود به طور مساوی در کل محیط توزیع شود. برای این کار از لوله هایی با قطر داخلی بیشتر از قطر حلقه ای که قرار است نصب شود استفاده می شود و قطر خارجی لوله باید کوچکتر از قطر حلقه ای باشد که قرار است نصب شود. در انتهای لوله که آزاد است یک پلاگ کروی ثابت می شود که در هنگام نصب بلبرینگ به آن نیرو وارد می شود.
فقط با کمک پرس مکانیکی یا هیدرولیک باید هنگام نصب بلبرینگ نیرو وارد کرد. یاتاقان های کوچک اجازه می دهد تا از یک لوله نصب با یک پلاگین برای تولید نیرو استفاده شود، اما در این مورد لازم است حرکت محوری یکنواخت حلقه نظارت شود.
یاتاقان های کروی دو ردیفه با سوراخ مخروطی باید با استفاده از بوش بر روی محور استوانه ای نصب شوند و اگر شفت دارای گردن مخروطی است، بلبرینگ باید روی این گردن نصب شود. اگر سوراخ یاتاقان از 70 میلی متر تجاوز نکند ، نصب با یک آستین انجام می شود ، جایی که قسمت فشار روی قسمت انتهایی حلقه داخلی عمل می کند. اگر قطر بیش از 100 میلی متر باشد، بلبرینگ به صورت هیدرولیکی نصب می شود. بزرگترین باید قبل از نصب گرم شود. در بلبرینگ سوزنی، آخرین سوزن باید حاشیه کمی در فضا بگذارد - برای این کار باید قطر کمتری داشته باشد.
هنگام نصب بلبرینگ، از یک سنج حسگر استفاده کنید تا سفتی انتهای حلقه ها را تا انتهای شانه ها بررسی کنید. همچنین باید محل صحیح یاتاقان ها را در یک شفت بررسی کنید. فاصله محوریبا اتصال نشانگر به انتهای واحد مونتاژ شده بررسی می شود و با تفاوت در اندازه گیری های به دست آمده در موقعیت های محوری شدید شفت تعیین می شود.
برای اینکه الکترواسپیندل های سنگ زنی چرخش دقیقی داشته باشند، شکاف ها باید با ایجاد یک پیش بارگذاری پایدار بر روی یاتاقان انتخاب شوند. برای دستیابی به این اثر، نیروی محوری اعمال شده به حلقه دوار از یک فنر مدرج عبور می کند.
یاتاقان های نصب شده با غلتک های استوانه ای باید دارای انحراف حلقه های داخلی و خارجی در جهت محور باشند و برای یاتاقان با غلتک های کوتاه این رقم نباید بیش از 0.5 میلی متر باشد و برای قسمتی با غلتک های بلند - بیش از 1. میلی متر
پس از نصب بلبرینگ، وضعیت آن را در هنگام کار بررسی کنید. در فرآیند کار، هیچ صدای اضافی از جمله صدای سوت و زنگ فلز نباید شنیده شود. ظاهر ارتعاش ممکن است نشان دهنده وجود ذرات اضافی در مسیر مسابقه باشد.
دمای بلبرینگ نباید بیشتر از دما باشد محیطبیش از 30 درجه سانتیگراد، اما به شرطی که حالت کار بلبرینگ عادی باشد.
نگهداری یاتاقان های بدون محافظ برای بیش از دو ساعت بدون حفاظت در برابر خوردگی مجاز نیست.
سطوح شفت ها و محفظه های جفت شده با بلبرینگ باید قبل از نصب بلبرینگ ها کاملاً شسته، پاک، خشک و با یک لایه نازک روان کننده روغن کاری شوند، شیارهای تامین روان کننده باید دمیده و تمیز شوند.
برای جلوگیری از گیرکردن یاتاقان ها در هنگام نصب در محفظه های تقسیم شده، داشتن پخ در محل اتصال سطوح نشیمن مجاز است.
هنگام نصب بلبرینگ، نیروی فشار باید مستقیماً به حلقه فشرده اعمال شود - حلقه داخلی هنگام نصب بر روی شفت و حلقه بیرونی هنگام نصب در محفظه. نصب نباید به گونه ای انجام شود که نیرو از یک حلقه از طریق عناصر نورد به حلقه دیگر منتقل شود. نیروهای نصب نباید به قفس اعمال شود.
هنگام نصب یاتاقانهای نوع باز با سوراخ استوانهای بر روی شفت با تداخل، توصیه میشود بلبرینگ را در حمام روغن از قبل گرم کنید. برای انجام این کار، بلبرینگ را در حمام روغن معدنی خالص با نقطه اشتعال بالا غوطه ور می کنند، تا دمای 80-90 درجه سانتیگراد گرم می کنند و به مدت 10-15 دقیقه نگه می دارند.
هنگام نصب یاتاقان ها با سپر و روان کننده دائمی، آنها را تا همان دما در یک ترموستات گرم می کنند.
برای نصب بلبرینگ های با اندازه بزرگ (با سوراخ با قطر بیش از 300 میلی متر)، توصیه می شود از یک رانشگر هیدرولیک استفاده کنید که بالاترین کیفیت نصب بلبرینگ را ارائه می دهد: بدون آسیب به سطوح نصب و عملکرد بالا. این روش همچنین برای نصب بلبرینگ هایی با سوراخ داخلی مخروطی بزرگتر از قطر 120 میلی متر مناسب است.
هنگام نصب یک یاتاقان در محفظه ای با تداخل مناسب، توصیه می شود که یاتاقان را از قبل سرد کنید (نیتروژن مایع یا یخ خشک) یا محفظه را گرم کنید.
مناسب ترین روش های نصب آنهایی هستند که در آن فشار همزمان و یکنواخت در کل محیط حلقه نصب شده اعمال می شود. با چنین روش هایی، هیچ اعوجاجی در حلقه نصب شده وجود ندارد.
برای اجرای چنین روش هایی، از فنجان های نصب استفاده می شود: لوله های ساخته شده از فلز نرم که قطر داخلی آن کمی بزرگتر از قطر سوراخ حلقه است و قسمت خارجی کمی کوچکتر از قطر بیرونی حلقه است. در انتهای آزاد لوله یک پلاگین با سطح بیرونی کروی تعبیه شده است که در هنگام نصب به آن نیرو وارد می شود. در فنجان های نصب، یک دهانه برای خروج آزاد هوا از حفره داخلی فنجان در هنگام فشار دادن بلبرینگ بر روی شفت در نظر گرفته شده است.
روی انجیر 39 راه های ممکن برای نصب بلبرینگ را نشان می دهد.
نیروی محوری در هنگام نصب با استفاده از پرس های مکانیکی یا هیدرولیک ایجاد می شود. اگر محوری که بلبرینگ روی آن نصب شده است دارای انتهای رزوه ای باشد، می توان بلبرینگ را با استفاده از لوله ای مشابه آنچه در بالا توضیح داده شد (اما بدون پلاگین) نصب کرد، که با چرخاندن یک مهره مخصوص با یک مهره بزرگ، نیروی محوری به آن وارد می شود. نخ نسبت به یک آستین میانی که روی انتهای رزوه دار شفت پیچ شده است (شکل 39، ب). در صورت عدم وجود دستگاه های هیدرولیک و مکانیکی برای تولید و نصب تک تکه با یاتاقان های تداخلی کوچک در اندازه های کوچک، می توان اجازه داد ضربه های سبک با چکش از طریق آستین نصب با دوشاخه وارد شود. شما نمی توانید مستقیما به رینگ ضربه بزنید.
برنج. 39. نصب بلبرینگ روی شفت (الف)، در محفظه (ب)، به طور همزمان روی شفت و در محفظه (ج)
با هر روش نصب، به ویژه در هنگام نصب با چکش، لازم است به دقت بر ارائه حرکت محوری یکنواخت، بدون اعوجاج، نظارت شود. وجود ناهماهنگی در هنگام نصب منجر به ایجاد خطکشی روی سطح نشیمنگاه، نصب نامناسب یاتاقان که عمر مفید آن را کاهش میدهد و در برخی موارد باعث پارگی رینگ نصب شده میشود.
بلبرینگهای کروی دو ردیفه با سوراخ مخروطی روی یک محور استوانهای با استفاده از آداپتور و آستینهای خروجی و مستقیماً روی شفتهایی با گردن مخروطی نصب میشوند. یاتاقانهای با سوراخ تا 70 میلیمتر و پیشبارهای معمولی با استفاده از یک آستین نصب که روی انتهای رزوهدار شافت پیچ شده، نصب میشوند. قسمت فشار بر روی صفحه انتهایی آستین آداپتور یا مستقیماً روی صفحه انتهایی حلقه داخلی (هنگام نصب بدون آداپتور و آستین های خروج) عمل می کند.
یاتاقان های با قطر بیش از 70 میلی متر باید با استفاده از روش های هیدرولیک نصب شوند. از آنجایی که حلقه داخلی با حرکت محوری آستین آداپتور تغییر شکل می دهد (بسط می یابد)، فاصله شعاعی در یاتاقان کاهش می یابد. فاصله شعاعی باید با یک حسگر بررسی شود. حداقل مقدار مجاز Δ min نشستفاصله شعاعی، میلی متر، پس از مونتاژ مجموعه برای یاتاقان های تولید شده با فاصله های گروه معمولی مطابق با GOST 24810-81، می تواند تقریباً با فرمول تعیین شود:
∆min نشست=d/3000،
که در آن d قطر اسمی سوراخ یاتاقان، میلی متر است.
هنگام نصب بلبرینگ های کروی دو ردیفه با سوراخ مخروطی، حلقه ها می توانند تغییر شکل داده و شکل سطوح نورد را تغییر دهند. در این موارد، به خصوص زمانی که d> 100 میلی متر باشد، لازم است فاصله شعاعی در حین نصب (و بعد از نصب) با گیج حسگر نه تنها در صفحه عمودی، بلکه در سطح محوری افقی بلبرینگ اندازه گیری شود. شکاف به عنوان میانگین حسابی سه اندازه گیری در هر یک از صفحه ها (که به طور متوالی 120 درجه چرخیده اند) تعیین می شود.
کروی بزرگ (d> 300 میلی متر). بلبرینگ غلتکیبهتر است قبل از نصب تا دمای 60-70 درجه سانتیگراد گرم شود.
در فرآیند نصب یاتاقانها (به ویژه آنهایی که نیروهای محوری را درک میکنند)، در صورت امکان، با استفاده از سنج حسگر یا استفاده از شکاف نور، مطمئن شوید که انتهای حلقههای یاتاقان بهطور محکم و درست (بدون اعوجاج) به انتهای یاتاقان متصل میشوند. شانه ها انتهای مخالف بلبرینگ ها و انتهای قطعاتی که آنها را در جهت محوری فشار می دهند باید تحت همین بررسی قرار گیرند.
فاصله محوری مورد نیاز تماس زاویه ای و یاتاقان های رانشبا جابجایی محوری حلقه های بیرونی یا داخلی با استفاده از مهره های واشر، بوش های فاصله ساز تنظیم می شود. برای بررسی فاصله محوری در واحد مونتاژ شده، یک نوک اندازه گیری نشانگر که بر روی یک پایه سفت و سخت نصب شده است، به انتهای انتهای خروجی شفت آورده می شود. فاصله محوری با تفاوت در قرائت های نشانگر در موقعیت های محوری شدید شفت تعیین می شود. در جهت محوری جابجا می شود تا زمانی که عناصر نورد در تماس محکم با سطح نورد حلقه بیرونی مربوطه قرار گیرند.
برای بهبود دقت چرخش، به ویژه در واحدهای پرسرعت، به عنوان مثال در دوک های الکتریکیبرای سنگ زنی، شکاف در بلبرینگ تماس زاویه ایبا ایجاد یک پیش بار پایدار که تثبیت دقیق عناصر نورد را در مسیرهای مسابقه فراهم می کند، انتخاب می شوند. این امر با اعمال نیروی محوری به حلقه یاتاقان غیر چرخشی توسط یک یا چند فنر مدرج به دست می آید.
لازم است صحت موقعیت نسبی بلبرینگ ها در تکیه گاه های یک شفت بررسی شود.
شفت پس از نصب باید با دست به راحتی، آزادانه و یکنواخت بچرخد.
پس از اتمام عملیات مونتاژ و وارد کردن روانکار مشخص شده در مستندات فنی به واحدهای بلبرینگ، باید با راه اندازی واحد مونتاژ در سرعت های پایین بدون بار، کیفیت نصب بلبرینگ بررسی شود. در عین حال، صدای بلبرینگ های چرخان با گوشی پزشکی یا لوله گوش داده می شود. بلبرینگ هایی که به درستی سوار شده و به خوبی روغن کاری شده اند، صدایی شفاف، مداوم و یکنواخت در حین کار تولید می کنند.
ظاهر یک صدای تیز ممکن است نشان دهنده نصب نامناسب، اعوجاج، آسیب ناشی از استفاده از ابزار کوبه ای، صدای ناهموار - ورود ذرات خارجی به بلبرینگ، نویز فلزی - فاصله کافی در یاتاقان باشد.
یک شاخص جامع از کیفیت و پایداری مجموعه بلبرینگ دمای آن است. دلیل افزایش دما ممکن است یک فاصله کوچک (یا تداخل بیش از حد زیاد) در یاتاقان، کمبود روان کننده، افزایش گشتاور اصطکاک به دلیل افزایش ناهماهنگی متقابل حلقه ها باشد.
برای ارزیابی وضعیت فعلی واحدهای بلبرینگ بدون توقف و جداسازی محصول و برای تشخیص به موقع اولین علائم شروع تخریب (تراشه بر روی سطوح کاری حلقهها و عناصر نورد)، استفاده از روشها و سازها ارتعاشیعیب یابی و به ویژه دستگاه هایی برای ارزیابی ارتعاش ضربه. روش تشخیصی در GOST R 50891-96 (پیوست B) آمده است.
نگهداری یاتاقان های بدون محافظ برای بیش از دو ساعت بدون حفاظت در برابر خوردگی مجاز نیست. مانند هر جزء دقیق، یاتاقان های غلتکی در هنگام نصب نیاز به رسیدگی دقیق دارند. قبل از نصب بلبرینگ، سطوح شفت ها و محفظه های جفت شده با یاتاقان باید کاملاً شسته، پاک شود، خشک شود و با یک لایه نازک روان کننده روغن کاری شود، کانال های تامین روان کننده باید دمیده و تمیز شوند. برای جلوگیری از نیشگون گرفتن یاتاقان ها در هنگام نصب در محفظه های تقسیم شده، داشتن پخ در محل اتصال سطوح نشیمنگاه آنها مجاز است. هنگام نصب بلبرینگ نیروی فشار باید مستقیماً به حلقه ای که باید فشرده شود اعمال شود- زمانی که روی شفت نصب می شود داخلی و وقتی در محفظه نصب می شود خارجی. اگر قرار است هر دو حلقه با تداخل نصب شوند، نیرو باید به طور مستقیم و همزمان به هر دو حلقه منتقل شود. نصب نباید به گونه ای انجام شود که نیرو از یک حلقه از طریق عناصر نورد به حلقه دیگر منتقل شود. نیروهای نصب نباید به قفس اعمال شود.
برای نصب یاتاقانها یا فقط حلقهها (برای سازههای تاشو) روی شفت یا محفظه، علاوه بر پرس، میتوانید از ابزار مکانیکی نصب (آچار، ضربه، آچار سوکت)، هیدرولیک (مهرههای هیدرولیک، تزریق هیدرولیک) یا استفاده کنید. وسایل گرمایشی در نصب بلبرینگ نوع بازبا یک سوراخ استوانه ای روی شفت با تداخل مناسب، توصیه می شود بلبرینگ را از قبل گرم کنید. اختلاف دمای مورد نیاز ∆t بین حلقه یاتاقان و شفت یا محفظه به تداخل مناسب و قطر سوراخ حلقه بستگی دارد. مقادیر تقریبی اختلاف دما Δt برای برخی از متداول ترین میدان های تحمل را می توان از شکل 1 تعیین کرد. یکی
گرم کردن یاتاقان ها تا دمای بالاتر از 125 درجه سانتیگراد غیرقابل قبول است، زیرا ممکن است باعث تغییر در ساختار مواد یاتاقان شود. گرمایش یکنواخت را می توان با بخاری های القایی، صفحات داغ با ترموستات و حمام روغن بدست آورد. در مورد دوم، یاتاقان در حمام با روغن معدنی خالص گرم شده تا دمای مورد نیاز، که نقطه اشتعال بالایی دارد، غوطه ور می شود و به مدت 10 ... 15 دقیقه نگهداری می شود. در نصب بلبرینگ با واشر محافظو به طور دائم با روان کننده پر می شوند، در یک ترموستات گرم می شوند.
اصل گرمایش القایی. اصل کار یک بخاری القایی مانند ترانسفورماتور معمولی است. هسته مغناطیسی فولادی دارای سیم پیچ اولیه با تعداد زیادیچرخش. یاتاقان یا قسمت گرم شده دیگر به عنوان سیم پیچ اتصال کوتاه ثانویه عمل می کند. نسبت ولتاژ در سیم پیچ های اولیه و ثانویه برابر است با نسبت تعداد چرخش ها در حالی که قدرت ثابت می ماند. بنابراین، جریانی در قسمت گرم شده در گردش است قدرت زیادو ولتاژ پایین باعث گرمایش شدید آن می شود. در این حالت سیم پیچ اولیه و مدار مغناطیسی بخاری بدون گرم می ماند. اساس یک بخاری القایی، به عنوان مثال از SKF، یک ترانسفورماتور فرکانس بالا است که به طور مشابه با منابع تغذیه سوئیچینگ برای تجهیزات الکترونیکی (تلویزیون، کامپیوتر و غیره) عمل می کند و با مصرف انرژی بسیار پایین مشخص می شود. به دلیل القای الکترومغناطیسی، یاتاقان در طول گرمایش القایی مغناطیسی می شود. بنابراین، مهم است که اطمینان حاصل شود که یاتاقان پس از گرم شدن، مغناطیس زدایی می شود، به طوری که ذرات فلزی آلاینده ها به سمت آن جذب نمی شوند. برای نصب بلبرینگبا قطر سوراخ بیش از 50 میلی متر توصیه می شود از یک رانشگر هیدرولیک استفاده کنیدبا ارائه بالاترین کیفیت نصب بلبرینگ: بدون آسیب به سطوح نصب و کارایی بالا.
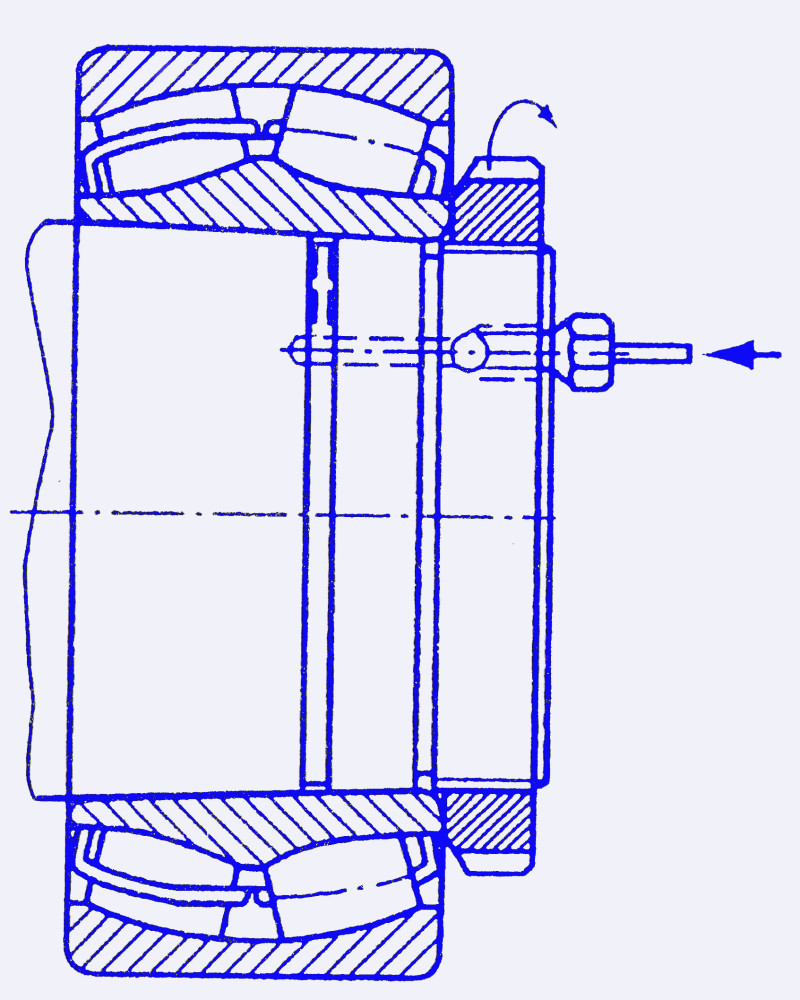
روی انجیر 2 نمودار نصب یک یاتاقان با سوراخ مخروطی روی یک شفت با استفاده از تزریق هیدرولیک را نشان می دهد. روغن تحت فشار 50 مگاپاسکال توسط یک پمپ پلانجر از طریق سوراخی به شیار شفت زیر حلقه داخلی یاتاقان وارد می شود و آن را ترک می کند. با چرخاندن مهره، بلبرینگ در جهت محوری به محل نصب منتقل می شود. یک بلبرینگ با سوراخ استوانه ای نیز نصب شده است. با این حال، هنگام نصب بلبرینگ ها در یک بخش استوانه ای، آنها باید در برابر شانه شفت متوقف شوند.
همانطور که از شکل مشاهده می شود، هنگام نصب یک یاتاقان با استفاده از تزریق هیدرولیک، ساختار شفت باید دارای موارد زیر باشد: یک بخش رزوه ای برای یک مهره، یک سوراخ رزوه دار برای اتصالات لوله روغن (M6 در d≤100 میلی متر)، یک سوراخ. (Ø2.5 میلی متر) و یک شیار (عرض 3 میلی متر، عمق 0.5 میلی متر) برای تامین روغن.
در نصب بلبرینگ در محفظه با تداخل مناسبتوصیه می شود یاتاقان را تا دمای (70-...-75) درجه سانتی گراد در ترموستات با یخ خشک از قبل سرد کنید یا محفظه را 20 تا 50 درجه سانتی گراد بالاتر از دمای بلبرینگ گرم کنید.
مناسب ترین روش های نصب آنهایی هستند که در آن فشار همزمان و یکنواخت در کل محیط حلقه نصب شده اعمال می شود. با چنین روش هایی، هیچ اعوجاجی در حلقه نصب شده وجود ندارد. برای اجرای چنین روش هایی، آستین های مونتاژ- لوله های فلزی نرم که قطر داخلی آنها کمی بزرگتر از قطر سوراخ حلقه و قسمت بیرونی کمی کوچکتر از قطر بیرونی حلقه است. در انتهای آزاد لوله یک پلاگین با سطح بیرونی کروی تعبیه شده است که در هنگام نصب به آن نیرو وارد می شود. در فنجان های نصب، یک دهانه برای خروج آزاد هوا از حفره داخلی فنجان در هنگام فشار دادن بلبرینگ بر روی شفت در نظر گرفته شده است.
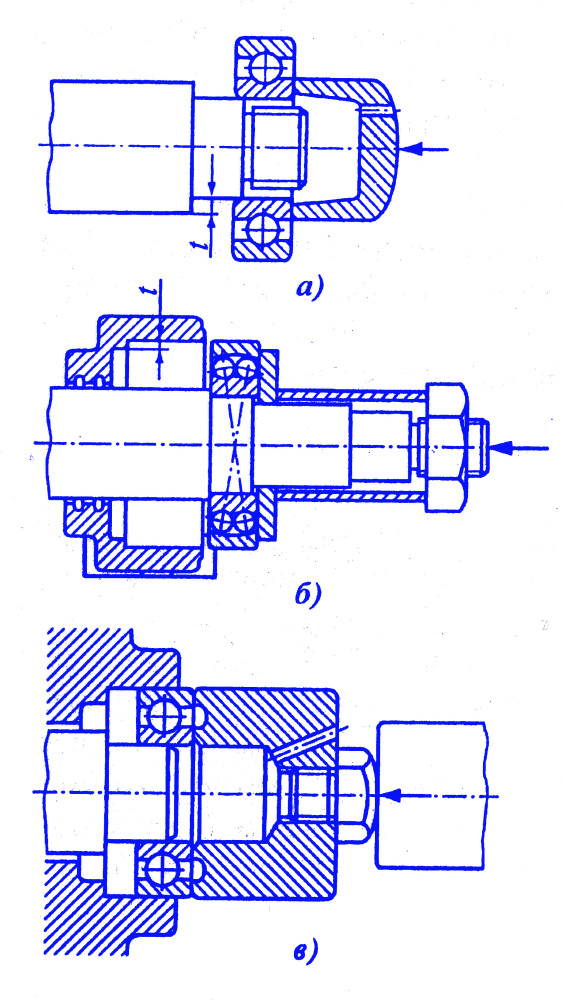
روی انجیر شکل 3 راه های ممکن نصب بلبرینگ ها روی شفت (شکل 3، الف)، در محفظه (شکل 3، ب)، به طور همزمان روی شفت و در محفظه (شکل 3، ج) را نشان می دهد. برای اینکه نیروی نصب به طور یکنواخت به هر دو حلقه اعمال شود، سطوح یاتاقان حلقه نصب باید در یک صفحه قرار گیرند. این از اعوجاج حلقه بیرونی جلوگیری می کند. در این مورد، باید در نظر داشت که ساچمه های برخی از اندازه های یاتاقان های دو ردیفه کروی به میزان 0.7 ... 2.8 میلی متر از انتهای حلقه ها بیرون زده و بنابراین، باید یک شیار روی حلقه تنظیم میانی ایجاد شود. به طوری که به توپ ها آسیب نرساند.
نیروی محوری در هنگام نصب با استفاده از پرس های مکانیکی یا هیدرولیک ایجاد می شود. اگر محوری که بلبرینگ روی آن نصب شده است دارای انتهای رزوه ای باشد، می توان بلبرینگ را با استفاده از لوله ای مشابه آنچه در بالا توضیح داده شد (اما بدون پلاگین) نصب کرد، که با چرخاندن یک مهره مخصوص با یک مهره بزرگ، نیروی محوری به آن وارد می شود. نخ نسبت به یک آستین میانی که روی انتهای رزوه دار شفت پیچ شده است (شکل 3b). در صورت عدم وجود دستگاه های هیدرولیک و مکانیکی برای تولید و نصب تک تکه با تداخل های کوچک یاتاقان های با ابعاد کوچک (d ≤ 50 میلی متر، وزن 1 کیلوگرم)، می توان اجازه داد ضربه های سبک با چکش از طریق آستین نصب با پلاگین ساخته شده از مواد مقاوم در برابر ضربه. شما نمی توانید مستقیما به رینگ ضربه بزنید.
در هر نوع نصببه خصوص هنگام نصب با چکش، برای اطمینان از یکنواختی باید دقت شود، بدون تحریف، حرکت محوری حلقه. وجود ناهماهنگی در هنگام نصب منجر به ایجاد خطکشی روی سطح نشیمنگاه، نصب نامناسب بلبرینگ و کاهش عمر مفید آن و در برخی موارد به پارگی رینگ نصب شده میشود.
بلبرینگ های کروی دو ردیفه و رولر با نصب سوراخ مخروطی روی یک محور استوانه ایبا آستین های بستن و خروج و روی شفت هایی با گردن مخروطی-به طور مستقیم. یاتاقان ها با سوراخ های تا 70 میلی متر و پیش بارهای معمولی نصب شده اند با آستین نصبروی انتهای رزوه دار شفت پیچ می شود. قسمت فشار بر روی صفحه انتهایی آستین آداپتور یا مستقیماً روی صفحه انتهایی حلقه داخلی (هنگام نصب بدون آداپتور و آستین های خروج) عمل می کند. بلبرینگ هایی با قطر بیش از 70 میلی متر باید نصب شوند روش های هیدرولیک(استفاده از مهره های هیدرولیک یا وسایل پمپاژ روغن در زیر رینگ نصب شده). از آنجایی که حلقه داخلی با حرکت محوری آستین آداپتور تغییر شکل می دهد (منبسط می شود)، فاصله شعاعیدر بلبرینگ کاهش می یابد. فاصله شعاعی باید با یک حسگر بررسی شود. حداقل مقدار مجاز Δ min sb فاصله شعاعی، میلی متر، پس از مونتاژ مجموعه برای یاتاقان های تولید شده با فاصله های گروه معمولی مطابق با GOST 24810-81، تقریباً با فرمول تعیین می شود:
Δmin sat =d/3000،
که در آن d قطر اسمی سوراخ یاتاقان، میلی متر است.
هنگام نصب بلبرینگ های کروی دو ردیفه با سوراخ مخروطی، حلقه ها می توانند تغییر شکل داده و شکل سطوح نورد را تغییر دهند. در این موارد، به خصوص زمانی که d> 100 میلی متر باشد، لازم است فاصله شعاعی در حین نصب (و بعد از نصب) با گیج حسگر نه تنها در صفحه عمودی، بلکه در سطح محوری افقی بلبرینگ اندازه گیری شود. شکاف به عنوان میانگین حسابی سه اندازه گیری در هر یک از صفحه ها (که به طور متوالی 120 درجه چرخیده اند) تعیین می شود. رولبرینگ های کروی با اندازه بزرگ (d> 300 میلی متر) باید قبل از نصب تا دمای 60 تا 70 درجه سانتیگراد گرم شوند.
در حین نصب یاتاقان ها (به ویژه آنهایی که نیروهای محوری را تحمل می کنند)، در صورت امکان، با استفاده از سنج حسگر یا شکاف نور، مطمئن شوید که انتهای حلقه های بلبرینگ محکم و به درستی (بدون اعوجاج) به انتهای شانه ها متصل می شود.. انتهای مخالف بلبرینگ ها و انتهای قطعاتی که آنها را در جهت محوری فشار می دهند باید تحت همین بررسی قرار گیرند.
فاصله محوری مورد نیاز تماس زاویه ای و یاتاقان های رانش باید تنظیم شود.، که از فاصله صفر شروع می شود، با جابجایی محوری حلقه بیرونی یا داخلی با استفاده از واشرها، مهره ها، بوش های فاصله کالیبره شده انجام می شود. روش های عملی مورد استفاده برای تنظیم و اندازه گیری شکاف بر اساس شرایط خاص و بسته به اینکه مونتاژ تکی یا سریالی انجام شود انتخاب می شوند. برای بررسی فاصله محوری در واحد مونتاژ شده، به عنوان مثال، یک نوک اندازه گیری نشانگر نصب شده بر روی پایه سفت و سخت به انتهای انتهای خروجی شفت آورده می شود. فاصله محوری با تفاوت در قرائت های نشانگر در موقعیت های محوری شدید شفت تعیین می شود. شفت در جهت محوری جابجا می شود تا زمانی که عناصر نورد در تماس نزدیک با سطح نورد حلقه بیرونی مربوطه قرار گیرند.
هنگام تنظیم رولبرینگ های مخروطی و قبل از اندازه گیری فاصله، حتما شفت (یا محفظه) را چندین بار در هر دو جهت بچرخانید تا مطمئن شوید که انتهای غلتک در تماس مناسب با دنده های راهنمای حلقه داخلی است.
برای بهبود دقت چرخش، بهویژه در واحدهای پرسرعت، به عنوان مثال، در الکترواسپیندلها برای سنگزنی، فاصله در یاتاقانهای تماس زاویهای انتخاب میشود و یک پیش بار پایدار ایجاد میکند که تثبیت دقیق عناصر نورد را در مسیرهای مسابقه تضمین میکند. این امر با اعمال نیروی محوری به حلقه یاتاقان غیر چرخشی توسط یک یا چند فنر مدرج به دست می آید.
باید صحت را بررسی کنید موقعیت نسبیبلبرینگ در تکیه گاه های یک شفت.
شفت پس از نصب باید با دست به راحتی، آزادانه و یکنواخت بچرخد.
پس از اتمام عملیات مونتاژ و وارد کردن روانکار مشخص شده در مستندات فنی به واحدهای بلبرینگ، باید با راه اندازی واحد مونتاژ در فرکانس پایین در بار جزئی، کیفیت نصب بلبرینگ بررسی شود. آزمایش ها را بدون بار انجام ندهید یا فوراً یاتاقان ها را به سرعت بالا شتاب ندهید، زیرا عناصر غلتشی می توانند در طول مسیر مسابقه شروع به سر خوردن کنند و به آن آسیب برسانند. در همان زمان، صدای بلبرینگ های چرخان با استفاده از دستگاه های تشخیص الکترونیکی، گوشی پزشکی، لوله یا از طریق چوب چوبی، پیچ گوشتی گوش داده می شود. ابزار باید روی محفظه تا حد امکان نزدیک به بلبرینگ نصب شود. بلبرینگ هایی که به درستی سوار شده و به خوبی روغن کاری شده اند، صدایی شفاف، پیوسته و یکنواخت در هنگام کار تولید می کنند.
(بر اساس مواد کتاب: O.P. Lelikov. شفت ها و تکیه گاه ها با یاتاقان های غلتشی. طراحی و محاسبه. M., Mashinostroenie. 2006)
