Монтаж на аксиални сачмени лагери на хоризонтални валове. Монтаж и демонтаж на лагери
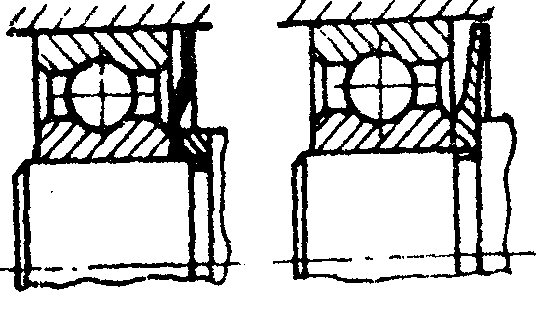
Радиалните сачмени лагери, монтирани на разстояние, обикновено не се монтират на вала в аксиална посока. Може да се постави празнина между краищата на капаците и лагерите, за да се предотврати блокиране на лагерите по време на термичното разширение на вала (фиг. 12 а).
Радиалните сачмени лагери на плаващите лагери са фиксирани върху вала с регулиращи гайки (фиг. 12 b),крайни шайби (фиг. 12 c),пружинни пръстени (Фиг. 12d)и не изискват аксиално закрепване спрямо тялото.
Ролковите лагери с къси цилиндрични ролки са фиксирани както на вала, така и в корпуса. В корпусите тези лагери се монтират с помощта на капачки, твърди втулки или фиксиращи пръстени на валове, обикновено с фиксиращи пръстени. (Фиг. 12 e, f).
Двойните и многоредовите ъглови контактни лагери обикновено се монтират на валове със закрепващи гайки (фиг. 12 g).
Колкото по-голяма е стойността на аксиалните натоварвания и колкото по-висока е скоростта на въртене на лагера, толкова по-надеждно трябва да бъде закрепването на лагерните пръстени.
2.7. Монтаж и демонтаж на лагери
Надеждната работа на лагерите до голяма степен зависи от техния качествен монтаж. Лагерът се монтира на вала през вътрешния пръстен, а в корпуса - през външния пръстен с помощта на хидравлична или винтова преса. Прехвърлянето на силите към пръстена трябва да се извърши през монтажната втулка (Фиг. 13 a и b).
Лагерът може да бъде монтиран или с неподвижен вал, или с неподвижен лагер.
Често лагерите се монтират на вал чрез нагряване до температура от 300°C.
Лагерите с големи размери, монтирани на вал с намеса, са хидравлично монтирани. За да направите това, на вала са направени специални канали и жлебове за подаване на масло под вътрешния пръстен на лагера.
Маслото, подадено в зоната на контакт на пръстена с вала под налягане, разширява пръстена, осигурявайки възможност за аксиално движение на пръстена по протежение на вала.
Демонтажът на лагери с малки размери може да се извърши чрез удряне на метален дорник с чук, поставяйки го около обиколката на лагера.
Различни начини за монтиране на лагери.
a B C)
Монтаж и демонтаж на лагери
За демонтиране на лагери с по-големи размери се използват различни видове винтови или хидравлични тегличи. (фиг. 13 c).Тегличите се притискат директно към крайната повърхност на пръстена или към близката част.
2.8. Смазване на лагери
За смазване на търкалящи лагери се използват пластмасови (последователни) или течни минерални смазки. Смазването намалява триенето между търкалящите се елементи и клетката и насърчава разсейването на топлината. абсорбира ударни и вибрационни натоварвания, предпазва лагера от замърсяване и корозия. Като течни смазочни масла се използват авиационни (MS), автомобилни (M), шпинделни (AU), индустриални (I), инструментални (MVP) и турбинни (T) масла. Смазването се извършва чрез пръскане, потапяне или накапване.
За екстремни условия на лагеруване (работа във вакуум) могат да се използват твърди смазочни материали. Най-често срещаните от тях са молибденов дисулфит, флуоропласт, графит и състави на базата на тези материали. Тези материали се използват както в прахообразна форма, която се нанася върху лагерни части, така и за производство на самосмазващи лагерни клетки.
Високоскоростните, леки лагери обикновено се смазват от маслена мъгла, която се образува, когато маслените частици се пръскат в корпуса от струя въздух. Тежките, високоскоростни лагери се обдухват непрекъснато с масло през дюзи.
В скоростни кутии, скоростни кутии и други механизми, смазвани чрез потапяне на колелата в обща маслена баня, лагерите обикновено се смазват със същото масло като зъбните колела чрез пръскане на масло и циркулираща маслена мъгла вътре в затворен корпус.
Смята се, че пръскането на масло е осигурено, ако е изпълнено следното условие:
 , Госпожица
, Госпожица
където V- обиколна скорост на колелото, потопено в масло;
Р- радиус на колелото, m;
ж = 9.81 - ускорение на свободно падане, m/s 2 .
В противен случай за лагерите се използва самостоятелна система за смазване с грес.
Най-доброто условие за работа на търкалящ лагер е постоянното наличие на малко количество смазка. Прекомерното смазване създава допълнителна устойчивост на въртене, което допринася за повишаване на температурата и стареене на смазката. Следователно, когато се смазва чрез смазване в маслена баня, нивото на маслото в лагера не трябва да надвишава центъра на търкалящия елемент при
н < 3000 мин -1 , и при по-висока честота на въртене нивото му трябва да е малко по-ниско. При използване на грес свободното пространство в лагерния възел се запълва с 2/3 от обема при н ≤ 1500 мин -1 и 1/2 обем при. н > 1500 мин -1
Смазката трябва да се подменя напълно веднъж годишно. В интервалите между смяната, след 2-3 месеца, модулът се допълва с прясна грес.
Ако лагерът трябва да бъде защитен от излишно масло, изхвърлено от зацепването на близко разположено спирално зъбно колело, се монтира маслена шайба, (Фиг. 14 a b).При недостатъчно снабдяване със смазка, както и с подаването й на труднодостъпни места се правят специални маслопроводими жлебове. Маслото се влива в жлебовете по стените на корпуса.
При използване на грес кухината на лагера трябва да бъде изолирана от вътрешността на корпуса на скоростната кутия. За да направите това, се използват мехлеми. (фиг. 14, c).Тези пръстени имат 2...3 кръгли канала. Краят на пръстена за задържане на маслото трябва да стърчи от кухината на лагера с 1 ... 3 mm, така че течното масло, падащо върху пръстена, да бъде изхвърлено в корпуса чрез центробежна сила.

a B C)
Лагери с маслозадържащи и маслозадържащи пръстени.
Не се допуска съхраняване на неконсервирани лагери повече от два часа без антикорозионна защита. Като всеки прецизен компонент, търкалящите лагери изискват внимателно боравене по време на монтажа. Преди монтиране на лагерите, повърхностите на валовете и корпусите, свързващи се с лагера, трябва да бъдат добре измити, избърсани, изсушени и смажени с тънък слой смазка, каналите за подаване на смазка трябва да бъдат продухани и почистени. За да се избегне прищипване на лагерите по време на монтаж в разцепени корпуси, е разрешено да има фаски в местата на свързване на техните опорни повърхности. При монтиране на лагер силата на натискане трябва да бъде приложена директно към пръстена, който трябва да се пресова- вътрешни при монтиране на вал и външни при монтиране в корпус. Ако и двата пръстена трябва да се монтират с намеса, тогава силата трябва да се предава директно и едновременно към двата пръстена. Монтажът не трябва да се извършва по такъв начин, че силата да се прехвърля от един пръстен през търкалящите се тела към друг. Монтажните сили не трябва да се прилагат върху клетката.
За монтиране на лагери или само пръстени (за сгъваеми конструкции) на вал или в корпус, освен преси, можете да използвате и механичен монтажен инструмент (гаечен ключ, ударен, торцов ключ), хидравличен (хидравлични гайки, хидравличен инжекцион) или отоплителни уреди. При монтаж на лагери от отворен типс цилиндричен отвор на вала с намеса, препоръчително е лагерът да се загрее предварително. Необходимата температурна разлика ∆t между лагерния пръстен и вала или корпуса зависи от сглобката и диаметъра на отвора на пръстена. От фиг. един.
Недопустимо е лагерите да се нагряват до температури над 125 °C, тъй като това може да доведе до промени в структурата на материала на лагера. Равномерно нагряване може да се постигне с индукционни нагреватели, котлони с термостат и маслена баня. В последния случай лагерът се потапя във вана с чисто минерално масло, нагрято до необходимата температура, което има висока точка на възпламеняване и се държи 10 ... 15 минути. При монтаж на лагери със защитни шайбии трайно запълнени със смазка се нагряват в термостат.
Принципът на индукционното нагряване. Принципът на работа на индукционния нагревател е същият като този на конвенционалния трансформатор. Стоманената магнитна сърцевина има първична намотка с Голям бройзавои. Лагерът или друга нагрята част действа като вторична намотка с късо съединение. Съотношението на напреженията на първичната и вторичната намотка е равно на съотношението на броя на завоите, докато мощността остава постоянна. Така в нагрятата част циркулира ток голяма силаи ниско напрежение, причиняващо интензивното му нагряване. В този случай първичната намотка и магнитната верига на нагревателя остават незагрети. Основата на индукционния нагревател, например от SKF, е високочестотен трансформатор, който работи подобно на импулсните захранвания за електронно оборудване (телевизори, компютри и др.) и се характеризира с много ниска консумация на енергия. Поради електромагнитната индукция, лагерът се намагнетизира по време на индукционно нагряване. Ето защо е важно да се гарантира, че лагерът се демагнетизира след нагряване, така че металните частици от замърсители да не се привличат към него. За лагерен монтажс диаметър на отвора над 50 мм препоръчително е да използвате хидравличен тласкач, осигуряващ най-високо качество на лагерния монтаж: без увреждане на монтажните повърхности и висока производителност.
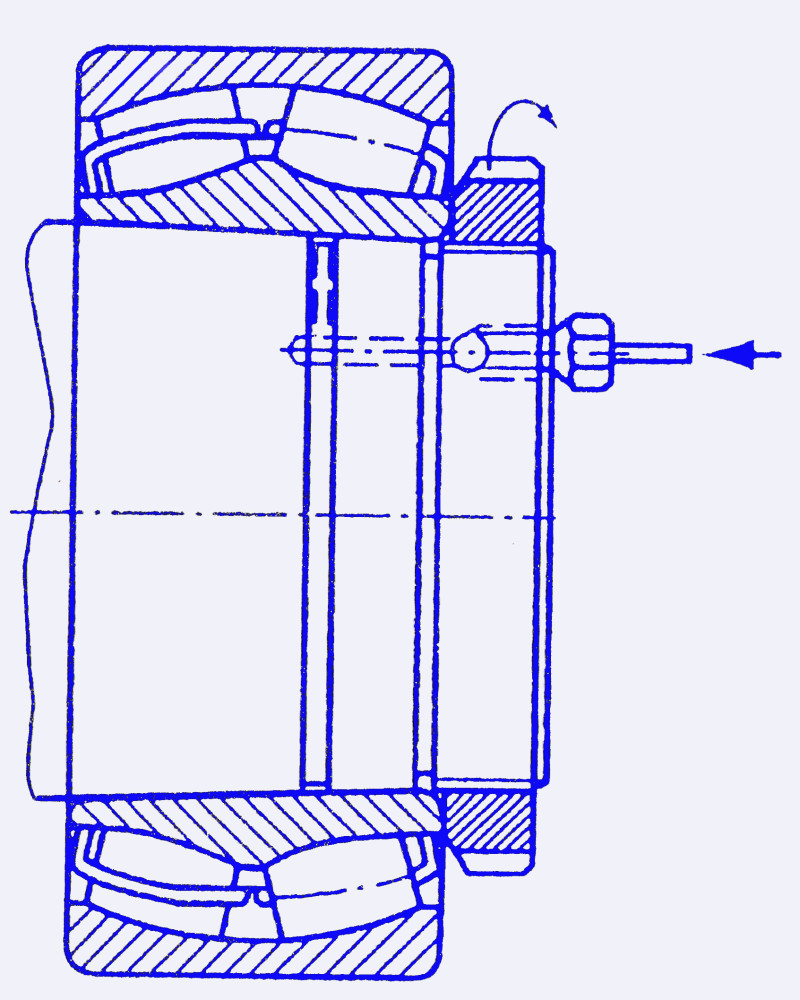
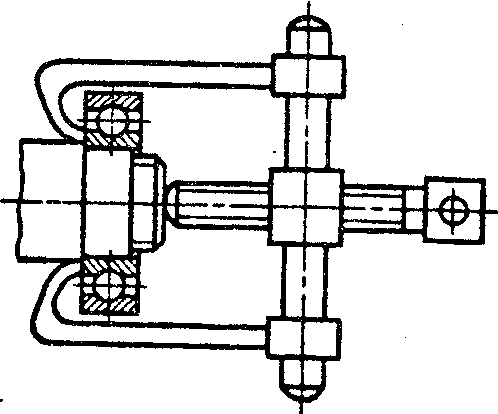
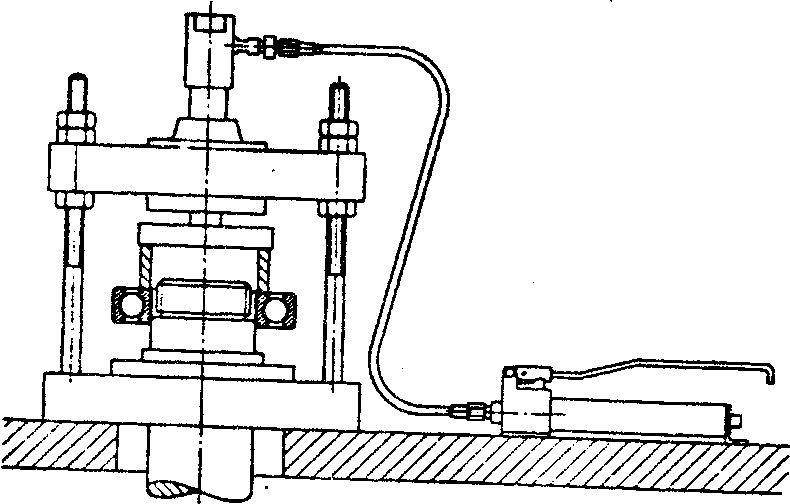
На фиг. 2 показва диаграма на монтиране на лагер с конусен отвор върху вал с помощта на хидравлично впръскване. Маслото под налягане от 50 MPa се подава от бутална помпа през отвор в жлеба на вала под вътрешния пръстен на лагера и го разрушава. Чрез завъртане на гайката лагерът се премества в аксиална посока към мястото на монтаж. Монтиран е и лагер с цилиндричен отвор. Въпреки това, когато се монтират лагери в цилиндрична секция, те трябва да се опре до рамото на вала.
Както може да се види от фигурата, при монтиране на лагер с помощта на хидравлично впръскване, конструкцията на вала трябва да бъде снабдена с: резбована част за гайка, резбован отвор за фитинга на маслената тръба (M6 при d≤100 mm), отвор (Ø2,5 мм) и жлеб (ширина 3 мм, дълбочина 0,5 мм) за подаване на масло.
При монтаж на лагера в корпуса с намесаПрепоръчва се предварително охлаждане на лагера до температура (-70…-75) °C в термостат със сух лед или загряване на корпуса с 20…50 °C над температурата на лагера.
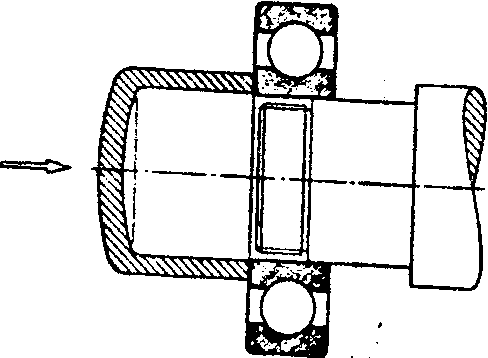
Най-целесъобразните методи за монтаж са тези, при които се упражнява едновременен и равномерен натиск по цялата обиколка на монтирания пръстен. При такива методи няма изкривяване на монтирания пръстен. За прилагане на такива методи, монтажни ръкави- меки метални тръби, чийто вътрешен диаметър е малко по-голям от диаметъра на отвора на пръстена, а външният е малко по-малък от външния диаметър на пръстена. В свободния край на тръбата е монтирана тапа със сферична външна повърхност, към която се прилага сила по време на монтажа. В монтажните чаши е предвиден отвор за свободен изход на въздух от вътрешната кухина на чашата, когато лагерът е натиснат върху вала.
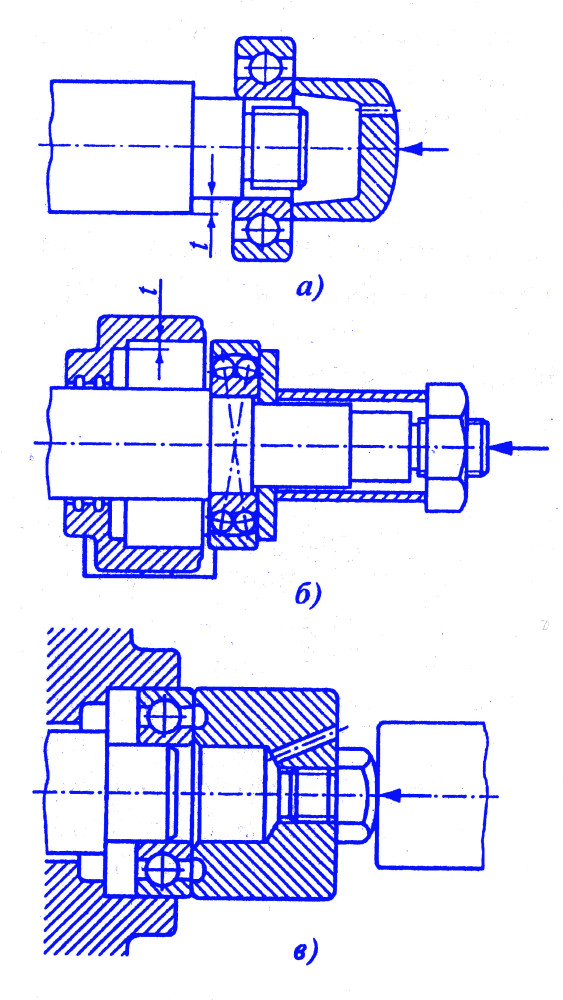
На фиг. Фигура 3 показва възможните начини за монтиране на лагери на вала (фиг. 3, а), в корпуса (фиг. 3, б), едновременно на вала и в корпуса (фиг. 3, в). За да може инсталационната сила да бъде приложена равномерно към двата пръстена, опорните повърхности на монтажния пръстен трябва да лежат в една и съща равнина. Това предотвратява изкривяването на външния пръстен. В този случай трябва да се има предвид, че топките на някои размери на сферични двуредови лагери излизат с 0,7 ... 2,8 mm извън краищата на пръстените и следователно трябва да се осигури жлеб на междинния пръстен за настройка така че да не повреди топките.
Аксиалната сила по време на монтажа се създава с помощта на механични или хидравлични преси. Ако валът, върху който е монтиран лагерът, има край с резба, тогава лагерът може да се монтира с помощта на тръба, подобна на описаната по-горе (но без тапа), към която се прилага аксиална сила чрез завъртане на специална гайка с голям резба по отношение на междинна втулка, завинтена върху резбования край на вала (фиг. 3b). При липса на хидравлични и механични устройства за производство на единична част и монтаж с малки намеси на лагери с малки размери (d ≤ 50 mm, тегло 1 kg), може да се позволи нанасяне на леки удари с чук през монтажна втулка с щепсел от удароустойчив материал. Не можете да удряте директно върху пръстена.
При всякакъв вид монтаж, особено при монтаж с чук, Трябва да се внимава да се осигури еднаквост, без изкривяване, аксиално движение на пръстена. Наличието на разминаване по време на монтажа води до образуване на набраздяване на опорната повърхност, неправилен монтаж на лагера, което намалява неговия експлоатационен живот и в някои случаи до разкъсване на монтирания пръстен.
Двуредна сферична топка и ролкови лагерис монтаж на конусен отвор на цилиндричен валсъс затягащи и изтеглящи втулки и на валове със заострена шийка- директно. Монтират се лагери с отвори до 70мм и нормални предварителни натоварвания с монтажна втулказавинтен върху резбования край на вала. Притискащата част действа върху челната повърхност на адапторната втулка или директно върху челната повърхност на вътрешния пръстен (при монтаж без адаптер и изтеглящи втулки). Трябва да се монтират лагери с диаметър над 70 мм хидравлични методи(с помощта на хидравлични гайки или устройства за изпомпване на масло под монтирания пръстен). Тъй като вътрешният пръстен се деформира (разширява), докато адаптерната втулка се движи аксиално, радиалната хлабина в лагера намалява. Радиален просветтрябва да се провери със сонда. Допустимата минимална стойност Δ min sb на радиалната хлабина, mm, след сглобяване на комплекта за лагери, произведени с хлабини от нормалната група в съответствие с GOST 24810-81, може да бъде приблизително определена по формулата:
Δmin sat =d/3000,
където d е номиналният диаметър на отвора на лагера, mm.
При монтиране на двуредни сферични лагери с конусен отвор, пръстените могат да се деформират и да променят формата на търкалящите се повърхности. В тези случаи, особено когато d>100 mm, е необходимо да се измери радиалната хлабина по време на монтажа (и след монтажа) с щуп не само във вертикалната равнина, но и в хоризонталната аксиална равнина на лагера. Разликата се определя като средноаритметично от три измервания във всяка от равнините (завъртяни последователно на 120°). Сферичните ролкови лагери с голям размер (d> 300 mm) трябва да се загреят до 60…70 °C преди монтаж.
По време на монтажа на лагери (особено тези, носещи аксиални сили), когато е възможно, с помощта на щуп или лека междина се уверете, че краищата на лагерните пръстени прилягат плътно и правилно (без изкривявания) към краищата на рамената. Противоположните краища на лагерите и краищата на частите, които ги притискат в аксиална посока, трябва да бъдат подложени на същата проверка.
Трябва да се настрои необходимата аксиална хлабина на ъгловите и упорните лагери., което се извършва, започвайки от нулева хлабина, чрез аксиално изместване на външния или вътрешния пръстен с помощта на уплътнения, гайки, калибрирани дистанционни втулки. Практическите методи, използвани за регулиране и измерване на празнината, се избират въз основа на конкретни условия и в зависимост от това дали се извършва единичен или сериен монтаж. За да се провери аксиалната хлабина в сглобената единица, например, измервателен връх на индикатор, монтиран на твърда стойка, се довежда до края на изходящия край на вала. Аксиален просветопределя се от разликата в показанията на индикатора в крайните аксиални позиции на вала. Валът се измества в аксиална посока, докато търкалящите елементи са в близък контакт с търкалящата се повърхност на съответния външен пръстен.
Когато регулирате конусни ролкови лагери и преди да измерите хлабината, не забравяйте да завъртите вала (или корпуса) няколко пъти в двете посоки, за да сте сигурни, че краищата на ролката са в правилен контакт с водещите ребра на вътрешния пръстен.
За подобряване на точността на работа, особено при високоскоростни агрегати, като електрошпиндели за шлайфане, празнината в ъглови контактни лагерисе избират чрез създаване на стабилно предварително натоварване, което осигурява прецизно фиксиране на търкалящите се елементи върху каналите. Това се постига чрез прилагане на аксиална сила към невъртящия се лагерен пръстен посредством една или повече калибрирани пружини.
Трябва да проверите коректността относителна позициялагери в опорите на един вал.
Валът след монтажа трябва да се върти на ръка лесно, свободно и равномерно.
След приключване на монтажните операции и въвеждане на смазката, посочена в техническата документация, в лагерните възли, трябва да се провери качеството на монтажа на лагера чрез стартиране на монтажния възел при ниска честота при частично натоварване. Не извършвайте тестове без натоварване или незабавно ускорявайте лагерите до високи скорости, тъй като търкалящите елементи могат да започнат да се плъзгат по пистата и да я повредят. В същото време шумът от въртящи се лагери се слуша с помощта на електронни диагностични устройства, стетоскоп, тръба или чрез дървена пръчка, отвертка. Инструментът трябва да се монтира на корпуса възможно най-близо до лагера. Правилно монтираните и добре смазани лагери произвеждат ясен, непрекъснат и равномерен шум при работа.
(Според книгата: О. П. Леликов. Валове и опори с търкалящи лагери. Проектиране и изчисляване. М., Машиностроене. 2006)
Основни бързи правила за монтаж и демонтаж на лагери
1. Познаване на бизнеса и професионализъм на персонала.
2. Работата по монтажа на лагерите трябва да се извършва далеч от машини, които произвеждат метални стружки и отработено масло с стружки.
3. Осигуряване на необходимите инструменти, приспособления и материали.
4. Наличие и съответствие с инструкции, чертежи и технологии.
5. Проверка на точността на размерите и формите на всички части, свързани с лагерите.
6. Частите на лагерния възел трябва да бъдат старателно почистени.
7. Лагерите трябва да бъдат извадени от оригиналната им опаковка точно преди да бъдат монтирани в комплекта.
8. Ако е необходимо, измийте лагерите в подходящ разтвор и ги подсушете добре (преконсервирайте).
9. Не се допуска съхранение на лагери след разконсервиране без антикорозионна защита за повече от два часа.
10. Преди монтаж, опорните повърхности на лагера, вала и корпуса трябва да бъдат смажени с тънък слой смазка.
11. При монтаж и демонтаж носещите части не трябва да се подлагат на директни удари.
12. Строго се забранява извършването на монтаж или демонтаж с предаване на сила от един лагерен пръстен на друг през търкалящите се тела.
За да подготвите лагерите за монтаж, проверете предварително надписите върху опаковката и самите лагери. Разопаковайте лагерите непосредствено преди да започнете работа с тях. Лагерите се преконсервират в съответствие с действащите инструкции за съхранение, преконсервация на лагери и техните части и манипулиране с тях. По правило лагерите се обезконсервират в горещо (80,90 ° C) минерално масло, старателно се измиват в 6,8% разтвор на масло в бензин или в горещи (75,85 ° C) антикорозионни водни разтвори.
Не се препоръчва да съхранявате неконсервирани лагери повече от два часа без антикорозионна защита. След разконсервиране, потребителят на лагери трябва да осигури тяхната защита срещу корозия по време на проверка, монтаж, монтаж и съхранение на продукта в съответствие със съответните вътрешни инструкции.
Преди монтаж лагерът трябва да бъде проверен за съответствие външен вид, лекота на въртене, хлабини към изискванията на нормативната и техническата документация. Визуално лагерите с отворен тип трябва да се проверяват за прорези, следи от замърсяване, корозия, пълен комплект нитове, тяхната плътност или други свързващи елементи, пълен комплект търкалящи се елементи и повреда на клетката. За лагери от запечатан тип, уплътненията или щитовете трябва да се проверят за повреди. Лекотата на въртене на предварително смазан лагер се проверява чрез завъртане на външния пръстен на ръка. Тестът се провежда чрез задържане на лагера за вътрешния пръстен в хоризонтално положение. Пръстените трябва да се въртят плавно, без внезапно спиране. При повишени изисквания към лагера, лекотата на въртене се проверява на инструменти, например по метода на инерция.
За проверка на радиалната хлабина един от лагерните пръстени се фиксира с хоризонтална ос и хлабината се определя с помощта на индикатор, изместващ свободния пръстен под действието на измервателната сила в радиална посока до две диаметрално противоположни позиции. Разликата в показанията на инструмента съответства на стойността на радиалния просвет. Правят се три измервания чрез завъртане на свободния пръстен начална позицияносещи оси. По същия начин се измерва аксиалната хлабина, но с оста на лагера във вертикално положение. При фиксиране на един от пръстените, другият се измества в аксиална посока до две крайни позиции под действието на измервателната сила и се записва разликата в показанията на индикатора. Радиалните хлабини в радиалните двуредови сферични ролкови лагери и цилиндричните ролкови лагери без ребра на външните пръстени с диаметър на отвора над 60 mm могат да бъдат измерени с щуп.
Непосредствено преди монтажа е необходимо да се проверят монтажните повърхности на корпусите (отвори и краища) и валовете (седалкови повърхности и краища) за липса на прорези, драскотини, дълбоки следи от обработка, корозия, неравности и замърсявания. Валовете, особено със съотношения на дължина и най-голям диаметър над 8, трябва да се проверяват за изправеност на оста (без огъване). Препоръчително е да проверите кога валът се върти в центровете с помощта на стрелкови инструменти. Увеличаването на ексцентрицитета от секция на секция в посока от ръба към средата показва кривина на вала.
Необходимо е да се провери отклонението на центровката на всички монтажни повърхности, разположени на една и съща ос, за съответствие със стандартите, посочени в техническата документация. Ако лагерите, които поддържат един вал, са монтирани в различни (отделни) корпуси, подравняването на корпусите в съответствие с изискванията на техническата документация трябва да се осигури с помощта на уплътнения или други средства.
Когато два лагера (радиални: сачмени, сферични ролкови и цилиндрични) са монтирани на една лагерна шийка, разликата в радиалните хлабини не трябва да надвишава 0,03 mm, а във вътрешния и външния диаметър на пръстените - не повече от половината от допустимото поле.
Повърхностите на валовете и корпусите, свързващи се с лагерите, трябва да бъдат добре измити, избърсани, изсушени и смажени с тънък слой смазка. Каналите за смазване трябва да бъдат прочистени и почистени от стружки и други метални частици. При монтиране на лагера притискащата сила трябва да се предава само през пресования пръстен - през вътрешния при монтаж на вала и през външния - в корпуса.
Забранено е монтажът да се извършва по такъв начин, че силата да се предава от един пръстен на друг през търкалящите се тела. Ако лагерът е монтиран едновременно на вала и в корпуса, тогава силите се прехвърлят към краищата на двата пръстена.
![]() Към сепаратора не трябва да се прилагат монтажни сили. Не можете да удряте директно върху пръстена. Разрешено е нанасянето на леки удари върху пръстена само през мека метална втулка. При монтиране на лагери от отворен тип с цилиндричен отвор върху вал с намеса, препоръчително е лагерът да се загрее предварително в маслена баня. За да направите това, лагерът трябва да се потопи във вана с чисто минерално масло с висока точка на възпламеняване, загрята до 80,90°C и да се държи 15,20 минути, в зависимост от размерите. При монтиране на лагери с щитове и постоянна грес те трябва да се загреят до същата температура в термостат. Нагретият лагер се монтира на вала и се поставя на място с малко усилие. В този случай страната на лагера, върху която е поставен фабричният печат, трябва да е отвън. За монтаж на лагери с големи размери най-подходящо е използването на хидравличен двигател, който осигурява най-високо качество на монтажа на лагера, липса на повреди на монтажните повърхности и висока производителност. Този метод е особено подходящ за монтиране на лагери със заострен вътрешен отвор с диаметър, по-голям от 120,150 mm.
Към сепаратора не трябва да се прилагат монтажни сили. Не можете да удряте директно върху пръстена. Разрешено е нанасянето на леки удари върху пръстена само през мека метална втулка. При монтиране на лагери от отворен тип с цилиндричен отвор върху вал с намеса, препоръчително е лагерът да се загрее предварително в маслена баня. За да направите това, лагерът трябва да се потопи във вана с чисто минерално масло с висока точка на възпламеняване, загрята до 80,90°C и да се държи 15,20 минути, в зависимост от размерите. При монтиране на лагери с щитове и постоянна грес те трябва да се загреят до същата температура в термостат. Нагретият лагер се монтира на вала и се поставя на място с малко усилие. В този случай страната на лагера, върху която е поставен фабричният печат, трябва да е отвън. За монтаж на лагери с големи размери най-подходящо е използването на хидравличен двигател, който осигурява най-високо качество на монтажа на лагера, липса на повреди на монтажните повърхности и висока производителност. Този метод е особено подходящ за монтиране на лагери със заострен вътрешен отвор с диаметър, по-голям от 120,150 mm.
При монтиране на лагер в корпус с натягане се препоръчва предварително охлаждане на лагера с течен азот (160 °C) или сух лед преди монтиране или загряване на корпуса.
Най-целесъобразни са начините на монтаж, при които се прилага едновременен и равномерен натиск по цялата обиколка на монтирания пръстен. При такива методи няма изкривяване на монтирания пръстен. За прилагане на такива методи се използват меки метални тръби, чийто вътрешен диаметър е малко по-голям от диаметъра на отвора на пръстена, а външният е малко по-малък от външния диаметър на пръстена. В свободния край на тръбата трябва да се монтира тапа със сферична външна повърхност, към която се прилага сила по време на монтажа.
Силата по време на монтажа трябва да се създаде с помощта на механични или хидравлични преси и приспособления. При липса на механични и хидравлични устройства и монтаж с малки намесващи лагери с малки размери е допустимо да се нанасят леки удари с чук през монтажна тръба с тапа. При всеки метод на монтаж, особено при монтаж с чук, е необходимо внимателно да се следи осигуряването на равномерно, без изкривяване, аксиално движение на пръстена. Наличието на несъосност по време на монтажа води до образуване на набраздяване на опорната повърхност, неправилен монтаж на лагера, което води до намаляване на експлоатационния му живот, а в някои случаи и до разкъсване на монтирания пръстен.
Двуредови сферични и ролкови лагери с конусен отвор са монтирани на цилиндричен вал с помощта на адаптерни и изтеглящи втулки, а на валове с конусна шийка - директно върху шийката на вала.
Лагерите с диаметър на отвора до 70 mm и нормални предварителни натоварвания трябва да се монтират с помощта на монтажна втулка, завинтена към резбования край на вала. Притискащата част действа върху челната повърхност на адапторната втулка или директно върху челната повърхност на вътрешния пръстен (при монтаж без адаптер и изтеглящи втулки).
Лагерите с диаметър на отвора над 70-100 mm трябва да се монтират с помощта на хидравлични методи. Тъй като вътрешният пръстен на лагера се деформира (разширява), докато адаптерната втулка се движи аксиално, радиалната хлабина намалява. Радиалната хлабина трябва да се провери с щуп.
Големи (с диаметър на отвора над 300 mm) сферични ролкови лагери, препоръчително е да се загреят до 60-70 ° C преди монтаж. При монтиране на иглен лагер без клетка, последната игла трябва да влезе с хлабина, равна на 0,5 до 1 диаметър на иглата. Понякога, за да се изпълни това условие, се монтира последната игла с по-малък диаметър.
В процеса на монтиране на лагери (особено тези, които възприемат аксиални сили), където е възможно, като използвате щуп с дебелина 0,03 mm или повече, уверете се, че краищата на лагерните пръстени прилягат плътно и правилно към краищата на раменете . Противоположните краища на лагерите и краищата на частите, които ги притискат в аксиална посока, трябва да бъдат подложени на подобна проверка. Необходимо е да се провери правилността на взаимното разположение на лагерите в опорите на един вал. Валът след монтажа трябва да се върти на ръка лесно, свободно и равномерно. Аксиалната хлабина на ъгловите контактни и опорни лагери се задава чрез аксиално изместване на външните и вътрешните пръстени с помощта на уплътнения, гайки, дистанционни елементи. За да се провери аксиалната хлабина в сглобената единица, в края на изходния край се довежда измервателен връх на индикатор, монтиран на твърда стойка. Аксиалната хлабина се определя от разликата в показанията на индикатора в крайните аксиални позиции на вала. Валът се измества в аксиална посока, докато търкалящите елементи са в пълен контакт с търкалящата се повърхност на съответния външен пръстен.
За да се подобри точността на въртене, особено при високоскоростни агрегати, например електрошпиндели за шлайфане, се избират хлабини в ъглови контактни лагери, създавайки стабилно намеса на лагерите. Това се постига чрез прилагане на аксиална сила към въртящия се лагерен пръстен чрез калибрирана пружина. В този случай търкалящите се тела са прецизно фиксирани върху каналите.
За да се предотврати "захапването" на големи лагери по време на монтаж или по време на работа, преди да се монтират в разделени корпуси, е разрешено да се изстържат повърхностите на полуотворите в точките на разделяне. Пълнотата на прилягане на големи лагери към седалките в разделени корпуси се проверява с помощта на габарит и боя (отпечатъците от боя трябва да са най-малко 75% от общата площ за сядане). В разглобяеми корпуси, използвайки сонда, те също така проверяват плътността и равномерността на прилягането на основата на капака (пролуката е не повече от 0,03-0,05 mm). В сглобената единица е необходимо да се провери наличието на празнини между въртящи се и неподвижни части. Особено внимание трябва да се обърне на наличието на празнини между краищата на неподвижните части и краищата на сепараторите, които понякога излизат извън равнината на краищата на пръстените. Трябва също така да проверите съвпадението на жлебовете за смазване в корпусите с отворите за смазване във външните пръстени на лагерите.
При лагери с цилиндрични ролки и без фланци след монтажа трябва да се провери относителното изместване на външния и вътрешния пръстен в аксиална посока. Не трябва да бъде повече от 0,5-1,5 mm за лагери с къси ролки и повече от 1-2 mm за лагери с дълги ролки (по-големи стойности са дадени за лагери с големи размери).
След приключване на монтажните операции и въвеждане на смазката, посочена в техническата документация, в лагерните възли, качеството на монтажа на лагера трябва да се провери чрез пробен пуск на монтажния възел при ниски скорости без натоварване. В същото време шумът от въртящите се лагери се слуша със стетоскоп или тръба. Правилно монтираните и добре смазани лагери произвеждат тих, непрекъснат и равномерен шум по време на работа. Свистящ шум показва недостатъчно смазване или триене между свързващите части на модула. Звънещият метален звук може да бъде причинен от твърде малка хлабина на лагера.
Еднакъв вибриращ звук се причинява от чужди частици, навлизащи във външния пръстен. Шумът, който се появява от време на време при постоянна скорост, показва повреда на търкалящите се елементи. Шумът, който се появява при промяна на скоростта, може да бъде причинен от повреда на пръстените в резултат на монтаж или наличие на умора на търкалящи се повърхности. Възможно е чукане поради замърсяване на лагера. Неравномерно силен шум се създава от силно повредени лагери. При слушане на лагери е необходимо да се вземат предвид характеристиките на монтажа и естеството на шума по време на неговата работа, тъй като в допълнение към дефектите в лагерните възли, необичаен шум може да бъде причинен, например, от зъбни колела, съединители и други неправилно произведени или неподходящи части. В тази връзка окончателното заключение за причините за необичаен шум може да се направи само след задълбочена проверка и слушане на работата на всички части на механизма.
Друг показател за качеството и стабилността на лагерния възел е неговата температура. При нормални работни условия температурата на лагера не трябва да надвишава температурата околен святповече от 30°C.
Причината за повишената температура може да бъде малка хлабина в лагера или прекалено голямо предварително натоварване, липса на смазване, повишен въртящ момент на триене поради износване на работните повърхности на лагера или взаимно разминаване на пръстените. Възможни са комбинации от тези причини. Трябва да се има предвид, че в рамките на 1-2 дни след смазване (включително повторно смазване) има леко повишаване на температурата на лагера.
Лагерите трябва да бъдат демонтирани в случай на неправилен монтаж и подмяна на повредени части на лагерния възел. При демонтиране е лесно да се повредят части от лагерния възел, подходящи за по-нататъшна употреба. Не са изключени и грешки при повторното сглобяване. Следователно трябва да има сериозни основания за демонтаж и добре обмислен избор на инструменти и технология за демонтаж (сглобяване) на лагерния възел. Демонтажът се извършва с помощта на специални инструменти и приспособления.
